На всякий случай дублирую здесь старый мануал по сборке серии Techno.
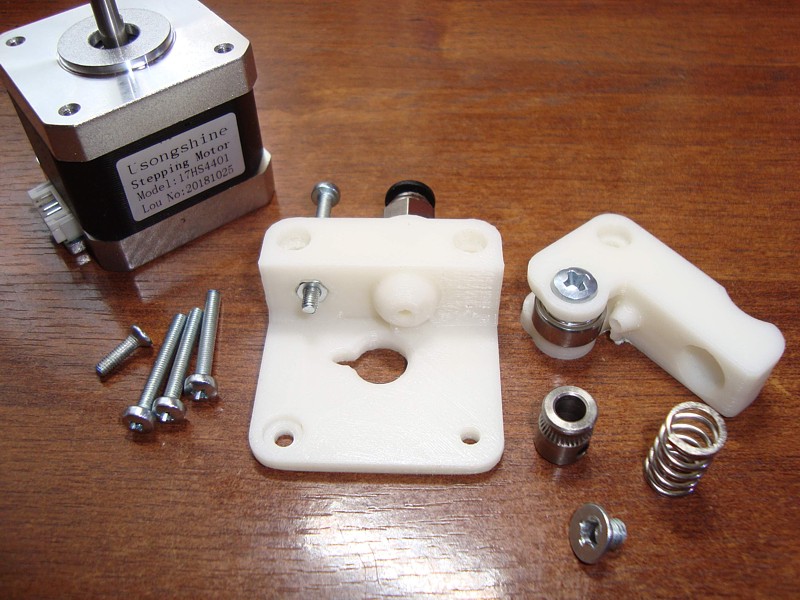
Сборка многих узлов (экструдера, хотенда, Х-балки, роликов / подшипников) такая же, как у фанерной серии.
Рекомендую ознакомиться со старым мануалом по сборке https://3deshnik.ru/forum/viewtopic.php … =373#p9688 .
Особенности сборки принтеров серии Techno:
Корпуса серии Techno собираются на квадратных гайках М3 https://ru.aliexpress.com/item/50-DIN55 … 33eddesHnR
и винтах ISO7380 https://ru.aliexpress.com/item/Stainles … 33ed88thVl . Ширина квадратной гайки 6 мм, толщина дибонда 4 мм. Таким образом, гайка захватывает оба алюминиевых слоя, и получается достаточно прочное и надёжное соединение. Гайки из нержавейки плохо магнитятся, но магниты для стола их слегка удерживают. С помощью магнита гайки удобно вставлять в прорези на дибонде. Сотни винтов и гаек хватит с запасом.

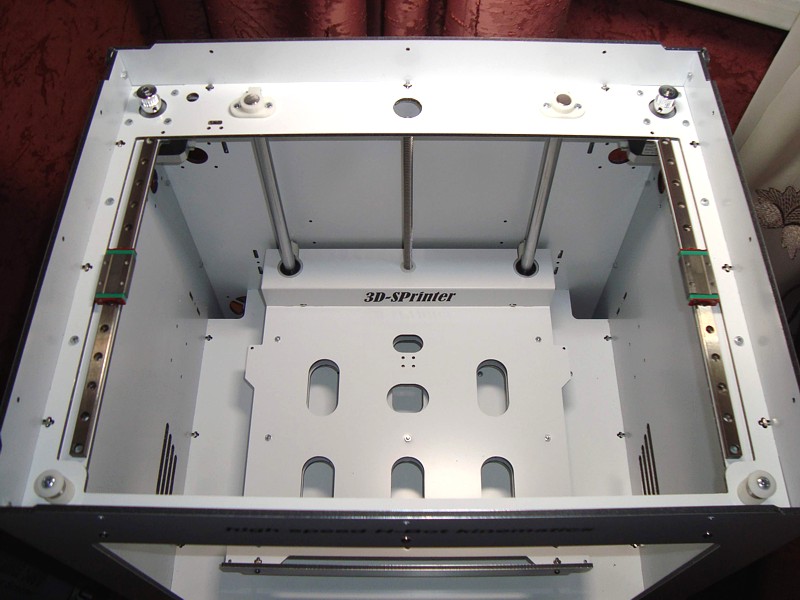
Последовательность сборки корпуса:
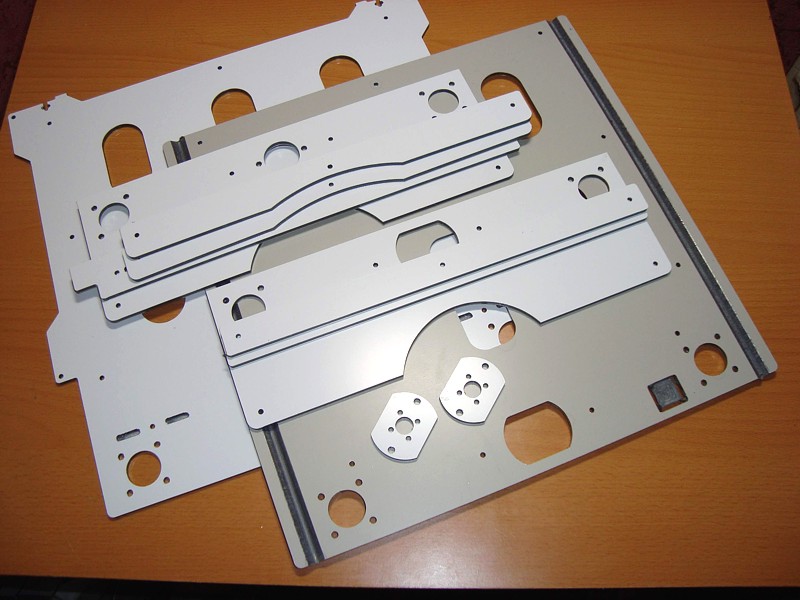
1. Привинчиваем планки Y-рельс к верхней рамке.
2. Привинчиваем боковые стенки к дну принтера и верхней рамке.
3. Привинчиваем заднюю и переднюю панели.
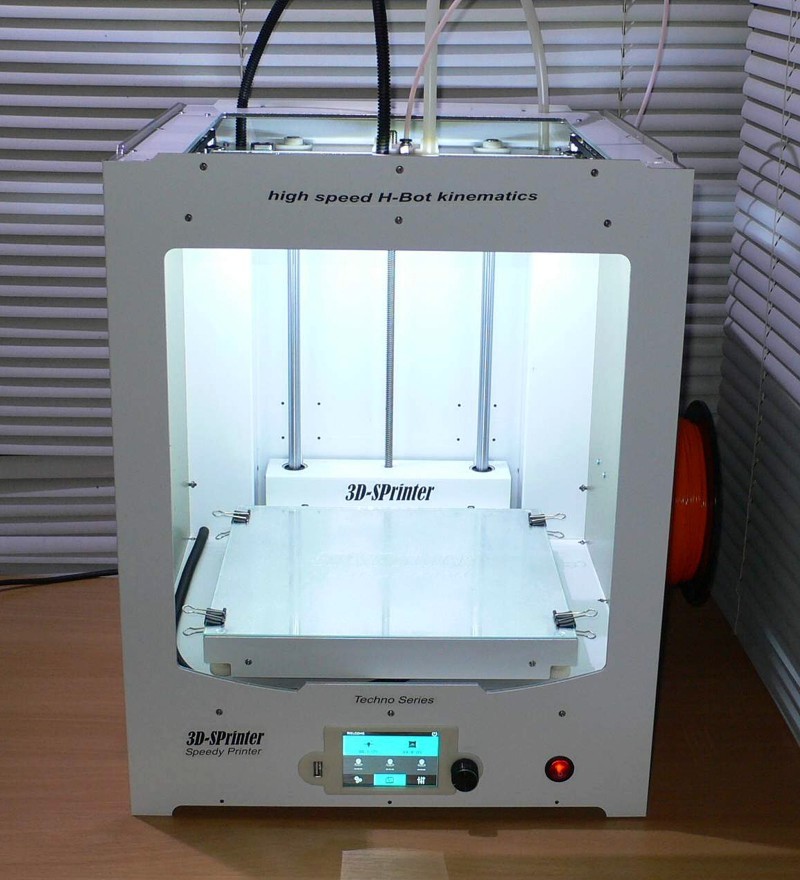
4. Устанавливаем Z-валы и стол.
Фото основных этапов сборки принтера под спойлером:
Свернутый текст
Сначала планки Y-рельс привинчиваются к верхней рамке принтера. Затем боковые стенки привинчиваются к дну и верхней рамке. Далее к дну и верхней рамке привинчиваются задняя и передняя панели. В последнюю очередь завинчиваются винты на загибах передней и задней стенок. Положение отверстий под эти винты на боковых стенках зависит от "крутизны" сгиба дибонда. Потому эти отверстия на собранном корпусе желательно пройти сверлом 3-3.5 мм, чтобы передняя и задняя панель прилегали плотно.


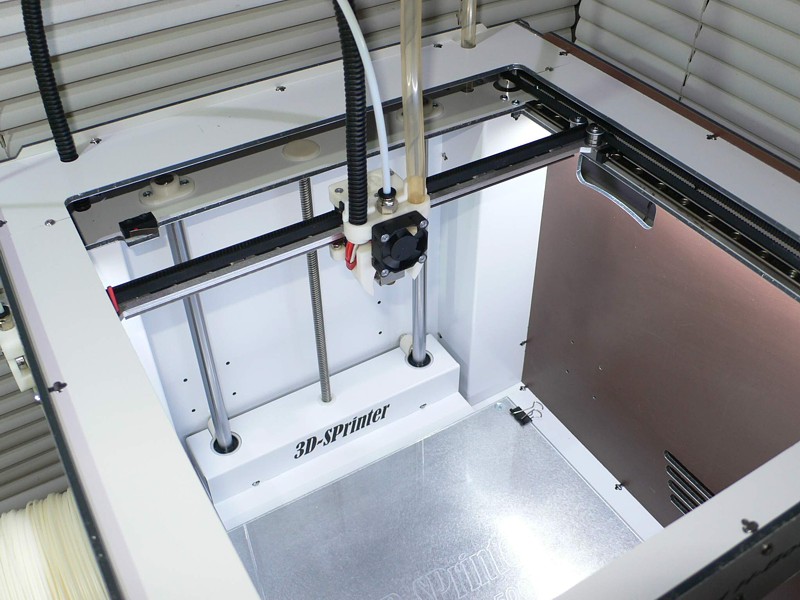
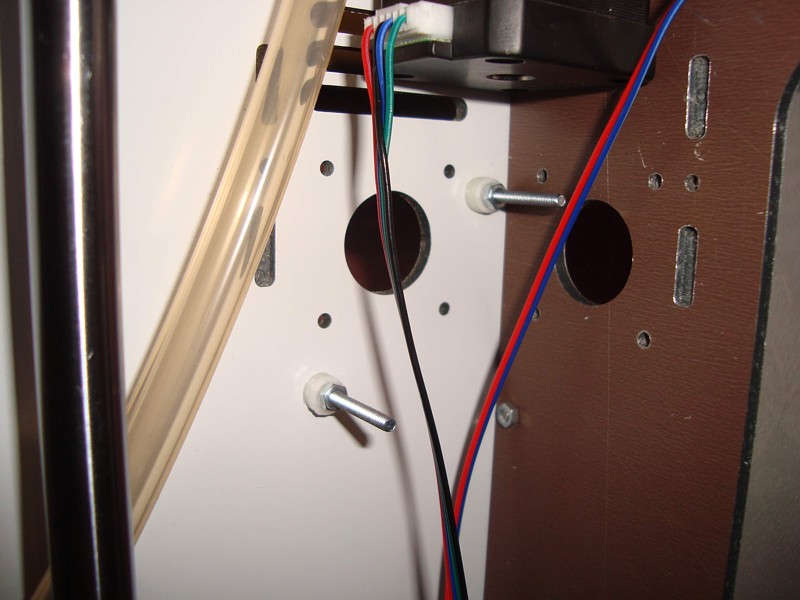
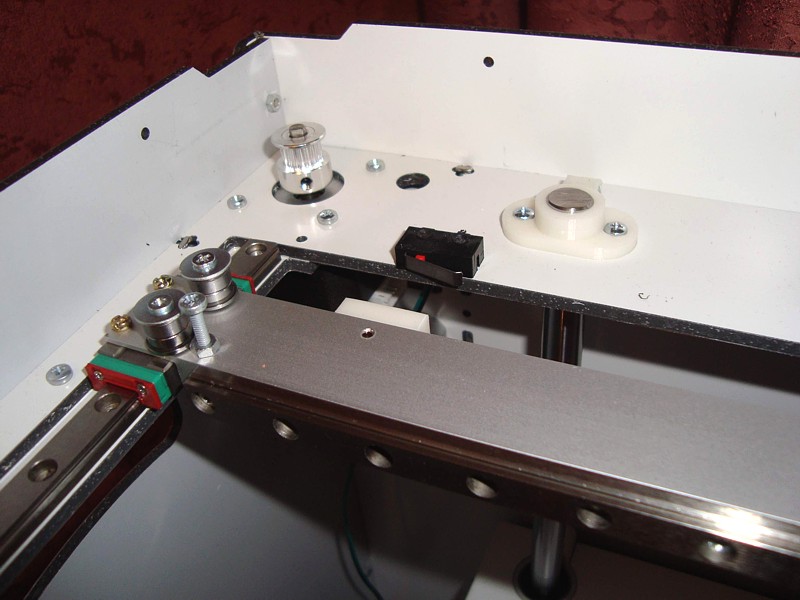
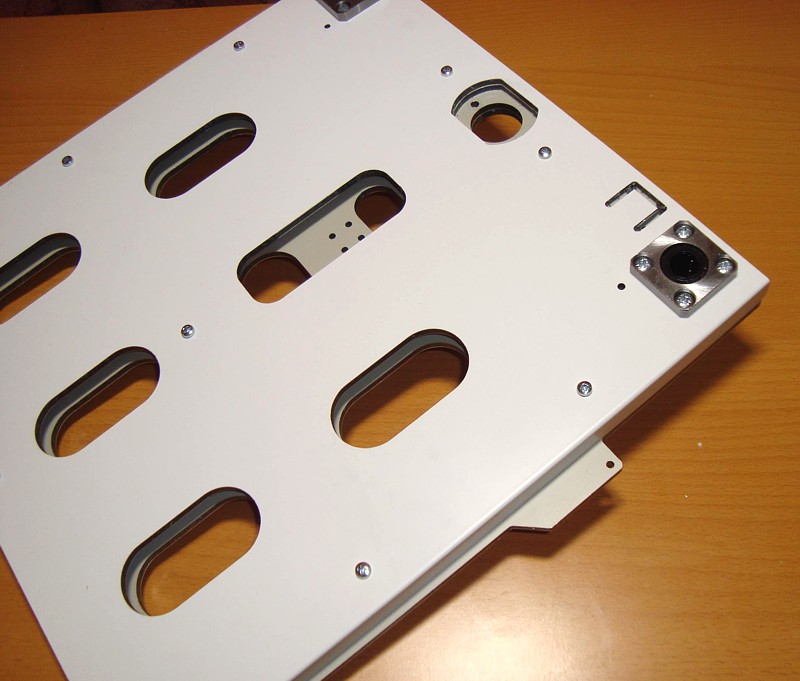
Отверстие под оптический Z-концевик слева:


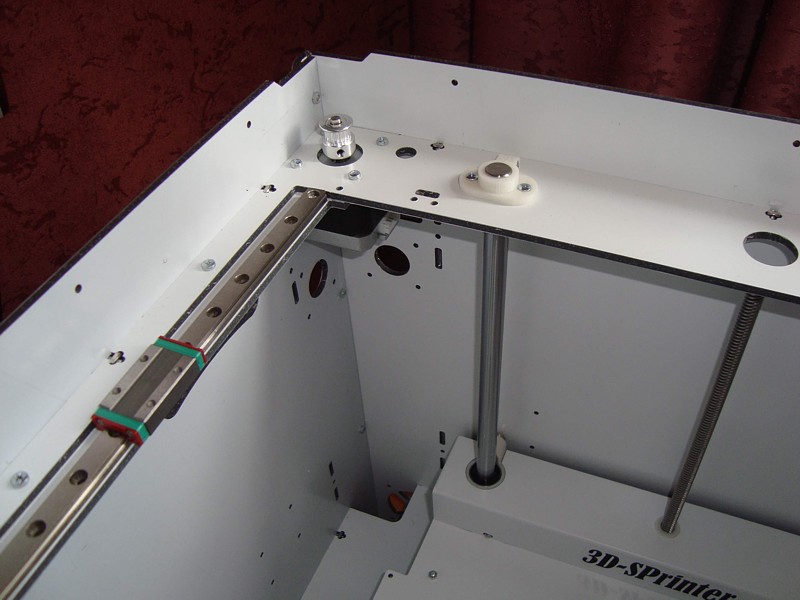

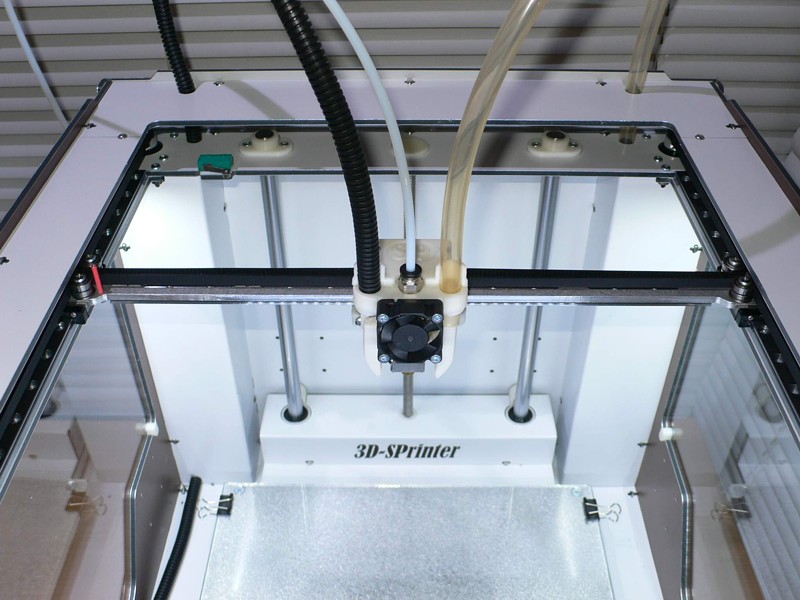
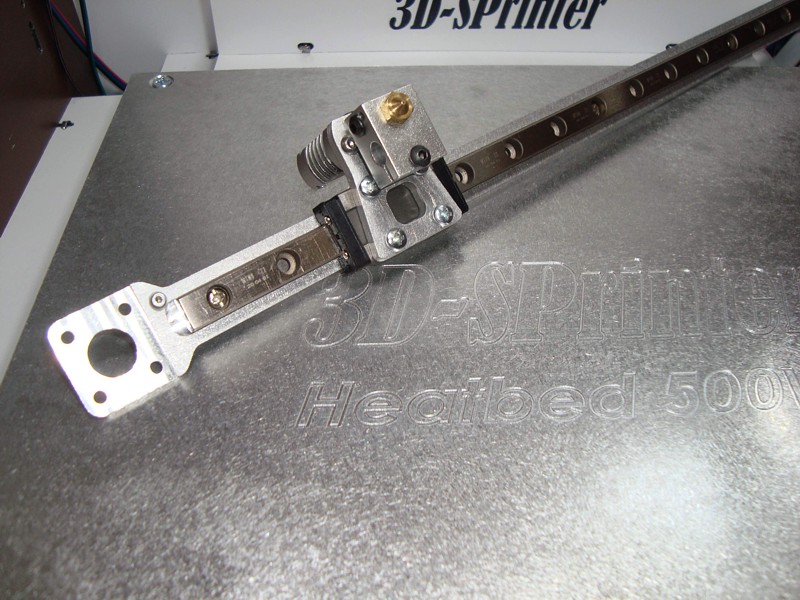
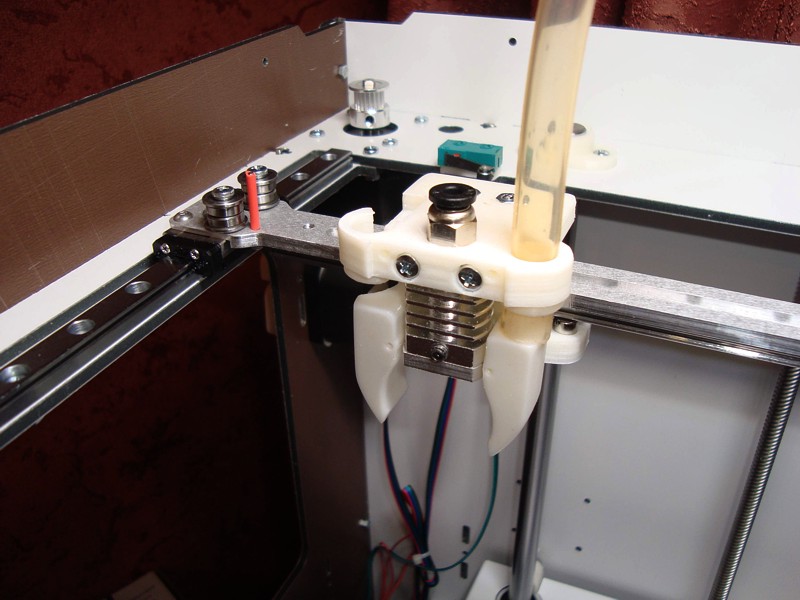
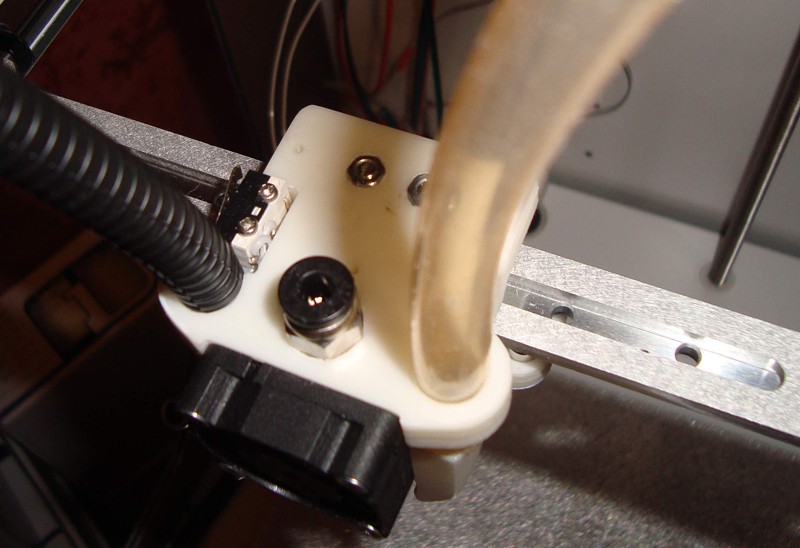
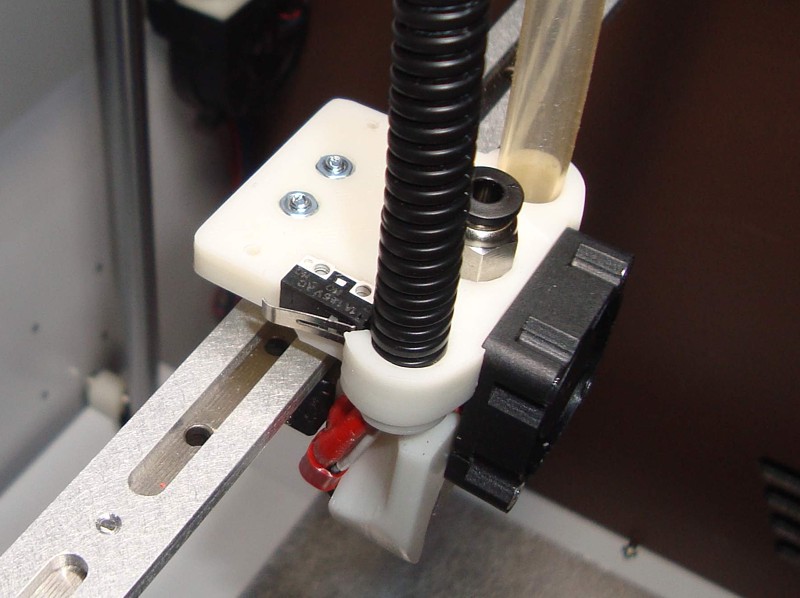
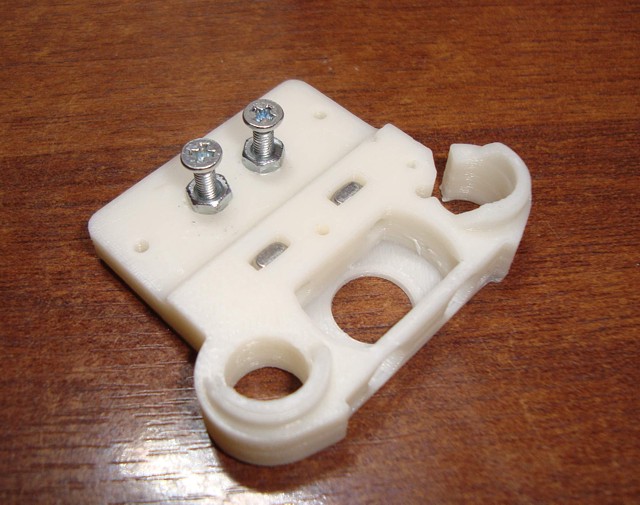
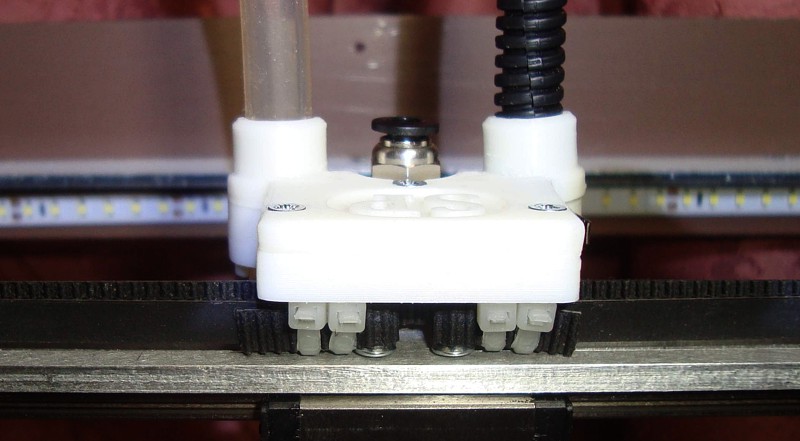
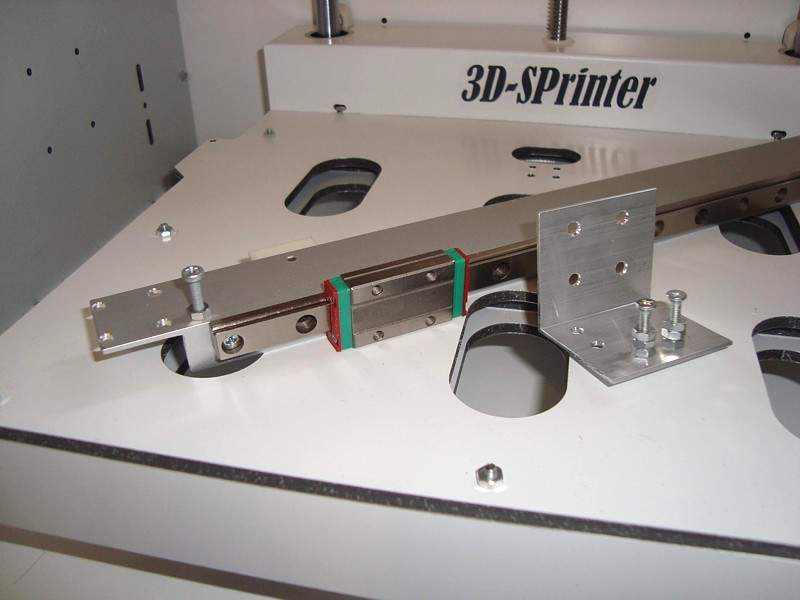
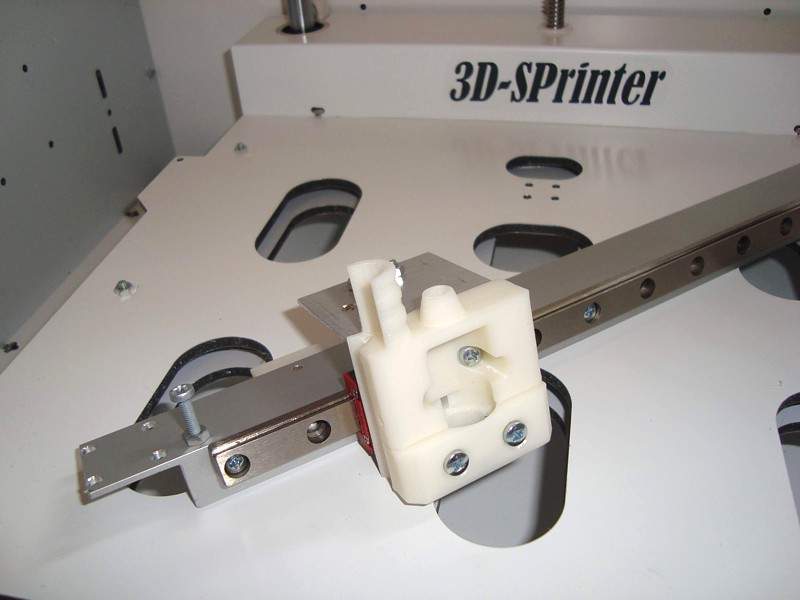
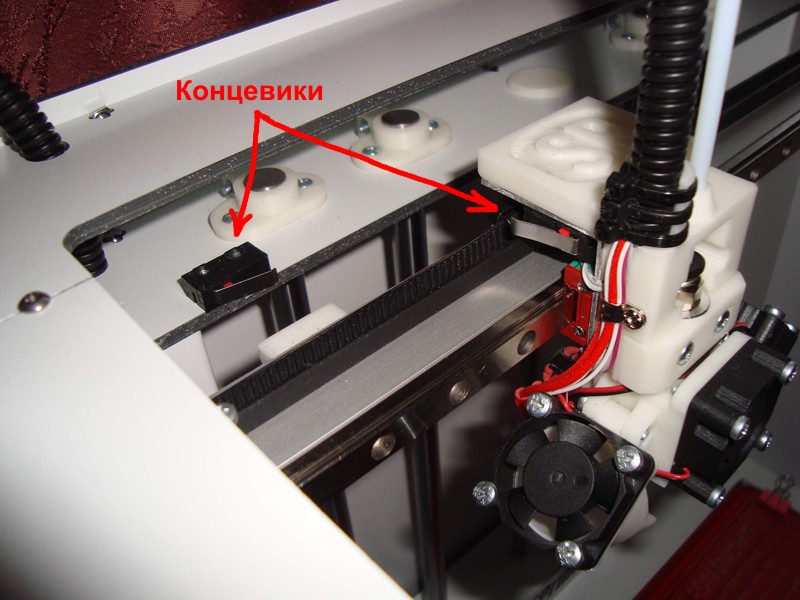
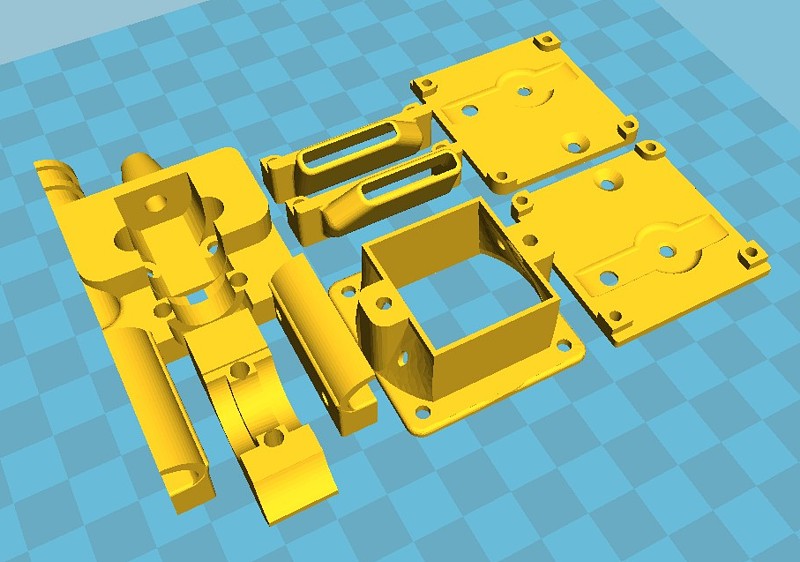
На фрезерованной балке устанавливаются винтики для X-Y концевиков с внешней и внутренней гайками. С помощью гаек можно регулировать высоту винтов.

Рельс привинчивается винтами М3х30 насквозь через балку и пластиковые проставки.



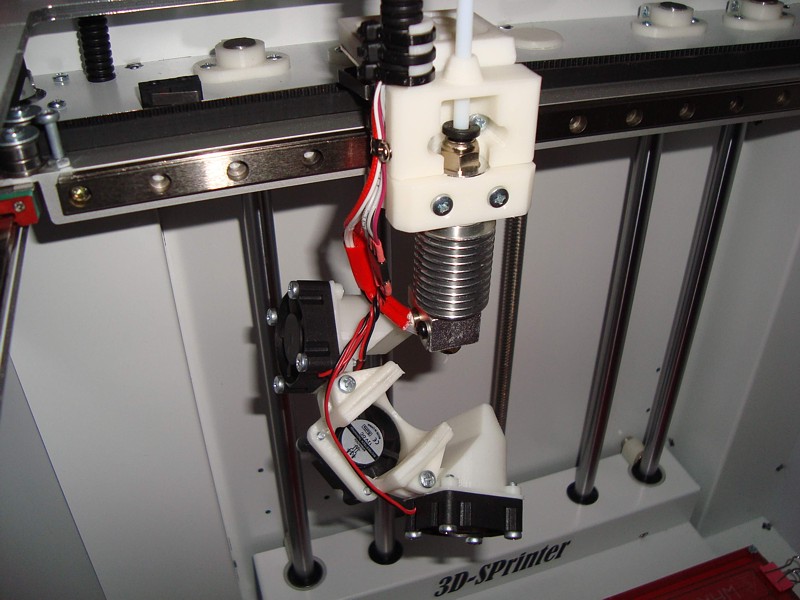
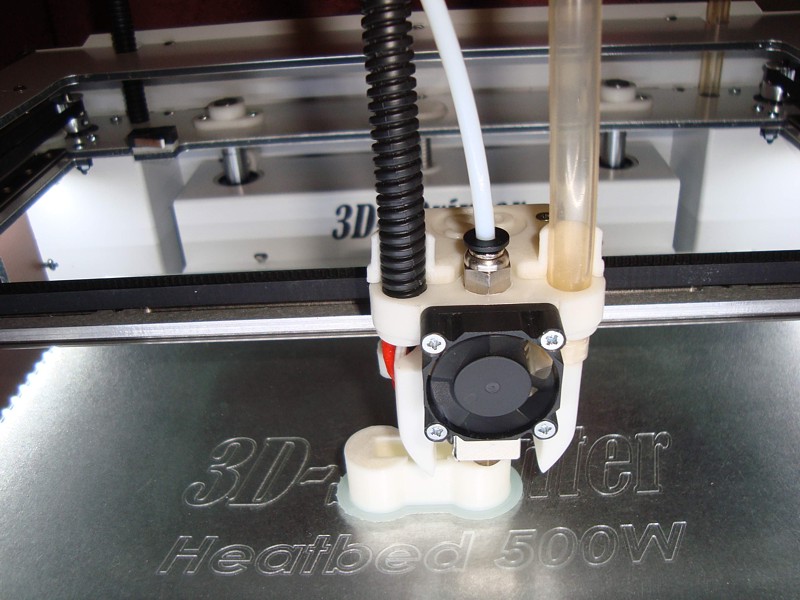
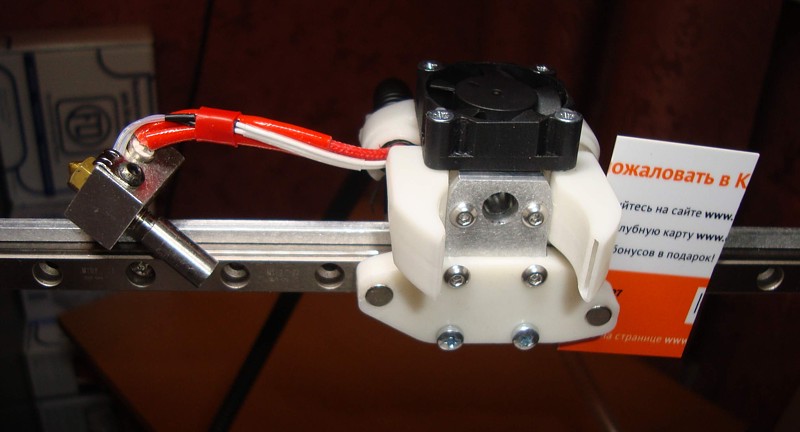
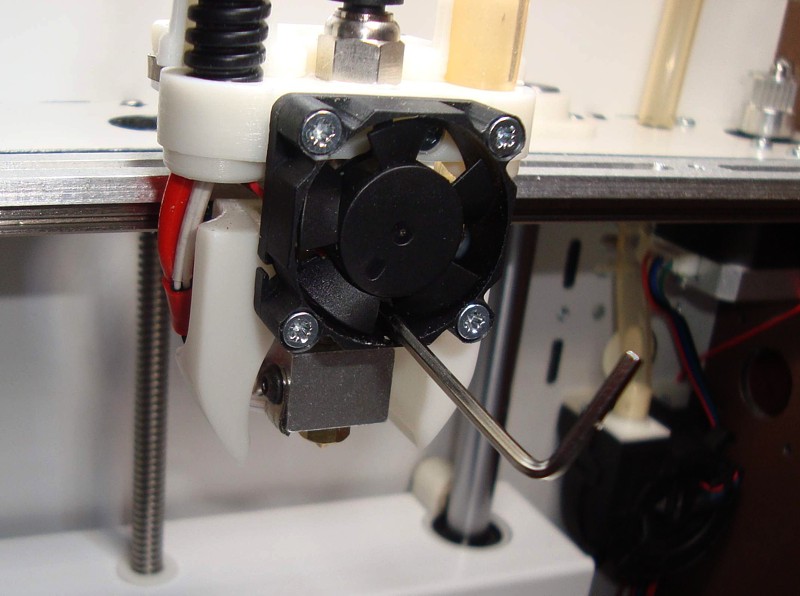
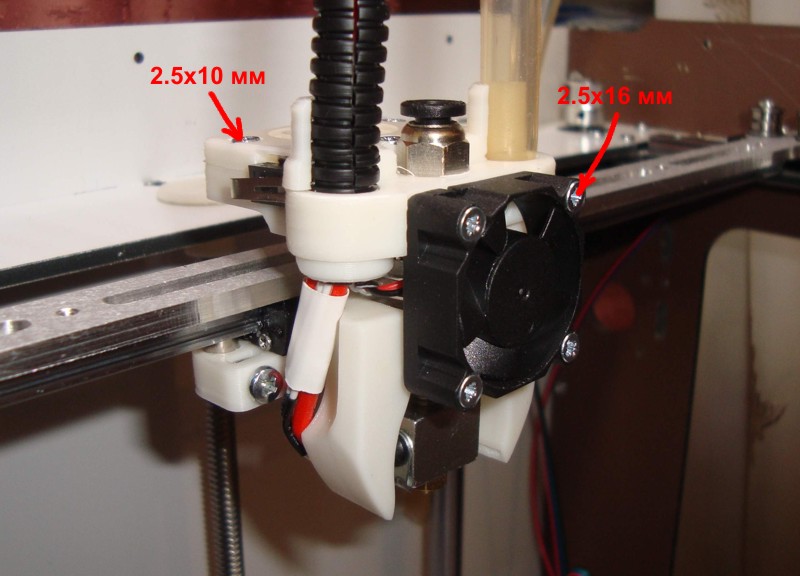
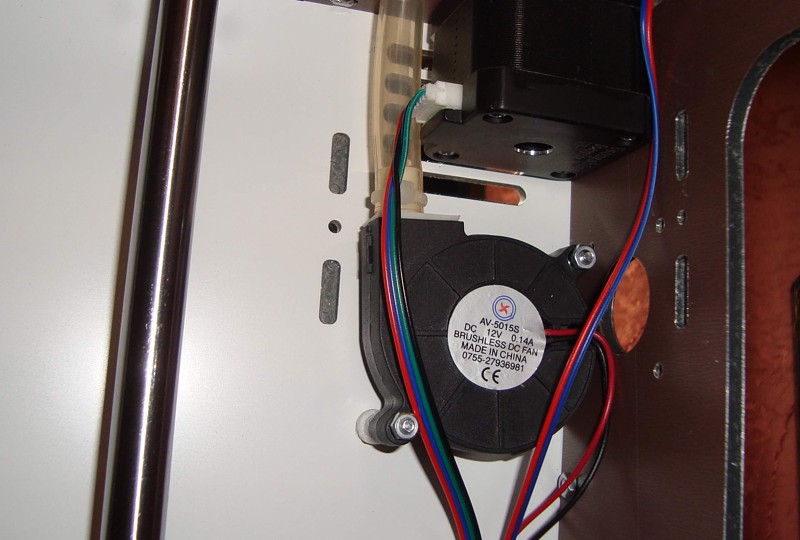
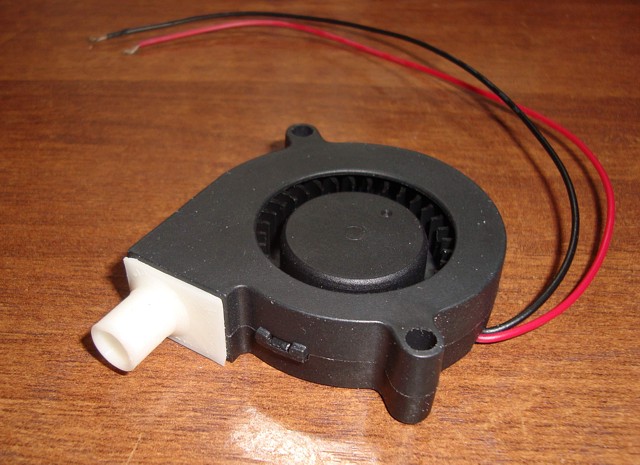
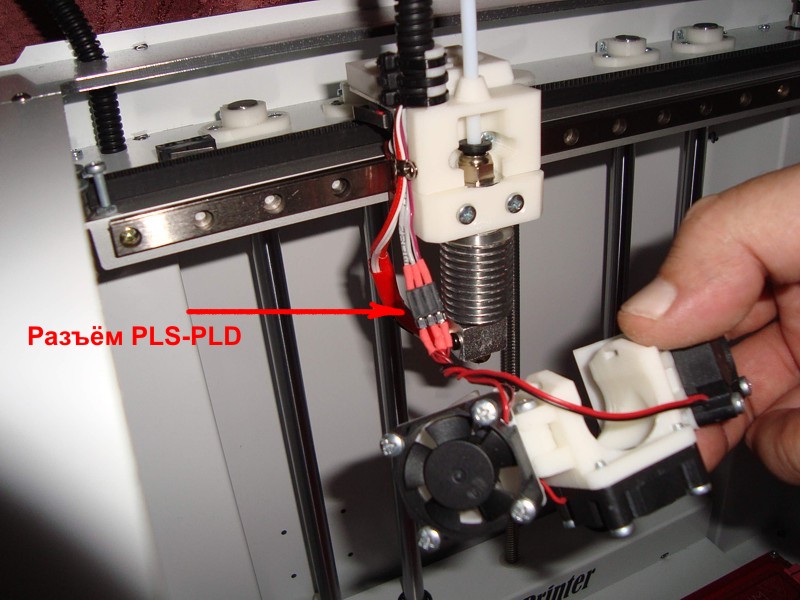
Блок вентиляторов легко снимается для обслуживания (смазки вентиляторов) за секунду:
Штатный тюнинг системы обдува под турбинки и вентилятор 40х40 https://3deshnik.ru/forum/viewtopic.php … 015#p46015
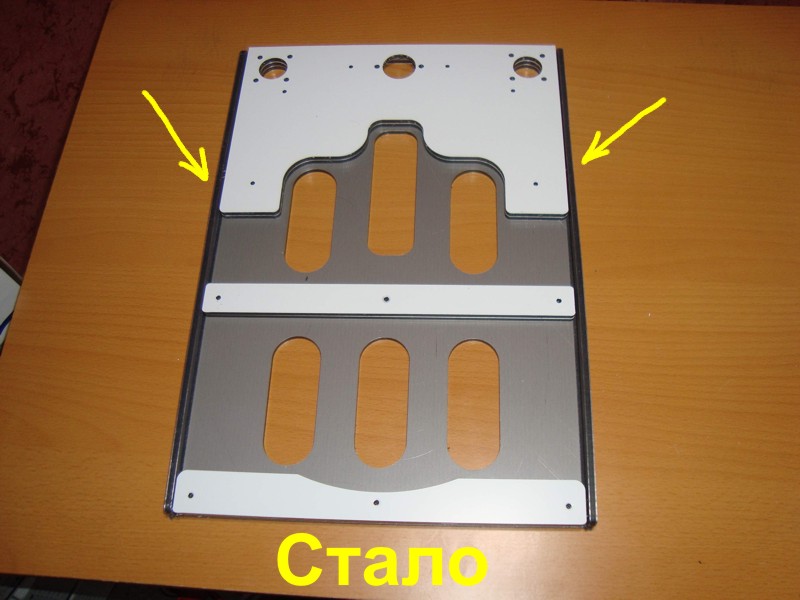
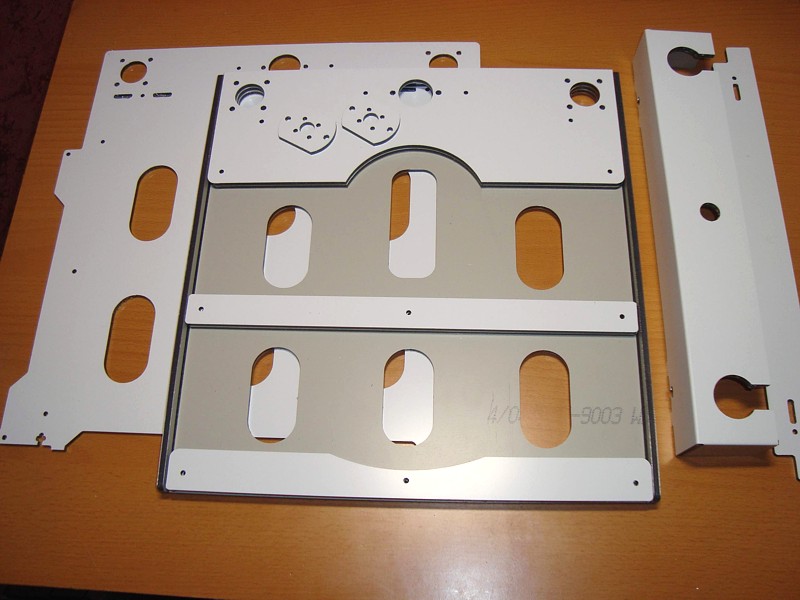
Гибка дибонда производится на твёрдой, плоской поверхности по всей длине. Отбортовка значительно увеличивает жёсткость панелей и делает их совершенно ровными.

Если не получается согнуть дибонд до 90 градусов, можно проскрести в месте сгиба остатки пластика почти до металла скальпелем, или любым острым инструментом (отвёрткой, обломком ножовочного полотна и пр.). Разгибать для этого дибонд не нужно - просто проскрести пластик на не до конца согнутой детали.


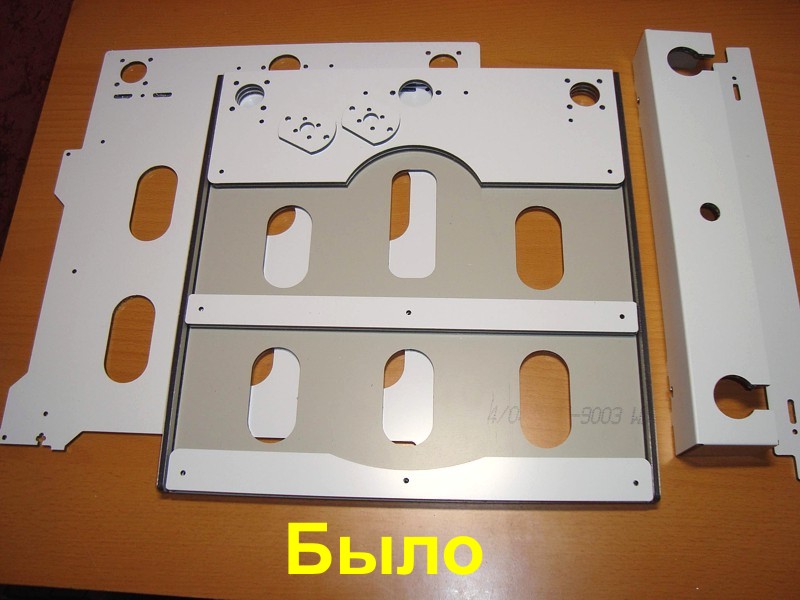
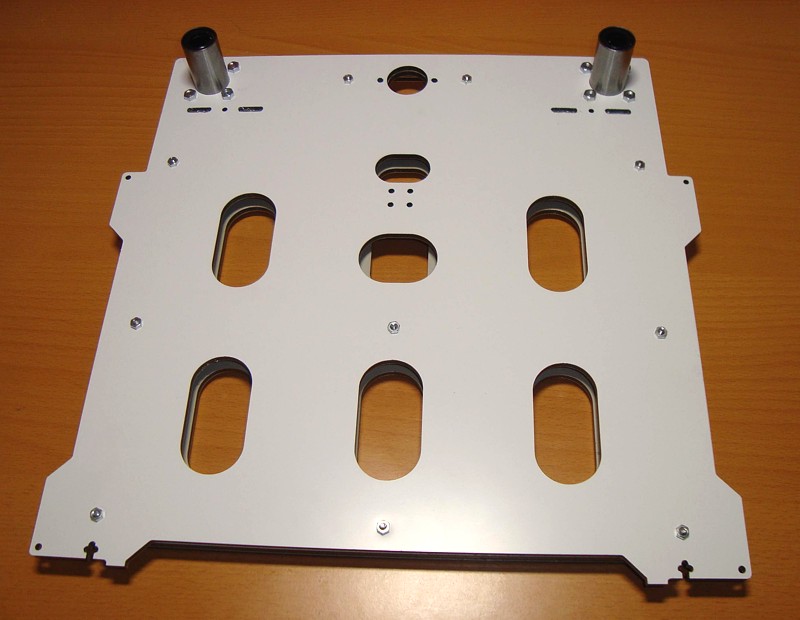
Сборка стола серии Techno:
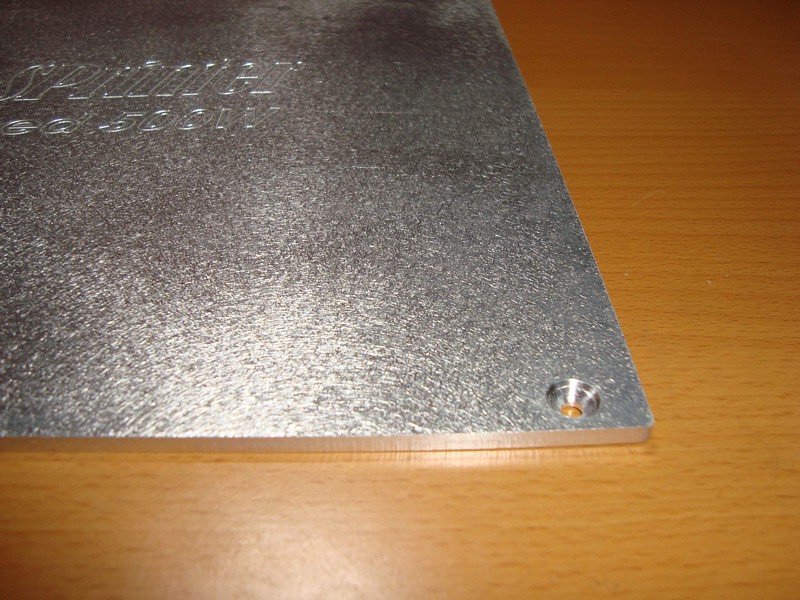
Стол изготовлен из дибонда - очень прямой и жёсткий. Края нижней панели стола загнуты и образуют рёбра жёсткости по всей длине.
Эпюра напряжений для пластины:
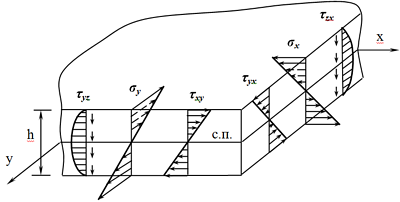
Как видим, на изгиб и кручение коробчатая конструкция стола наиболее эффективна (жёсткость обеспечивают в основном внешние слои).
Далее под спойлером:
Свернутый текст
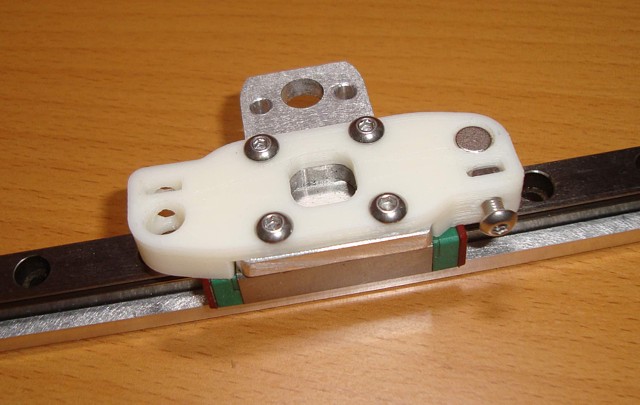
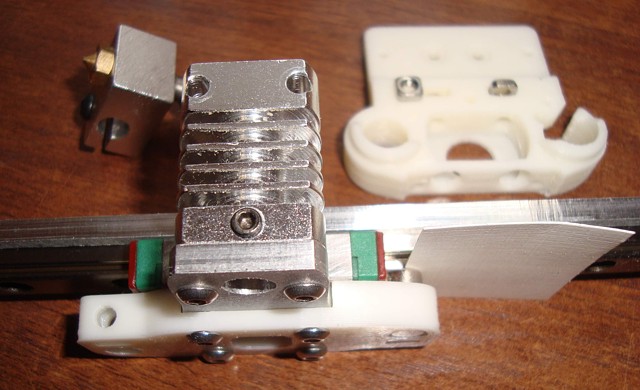
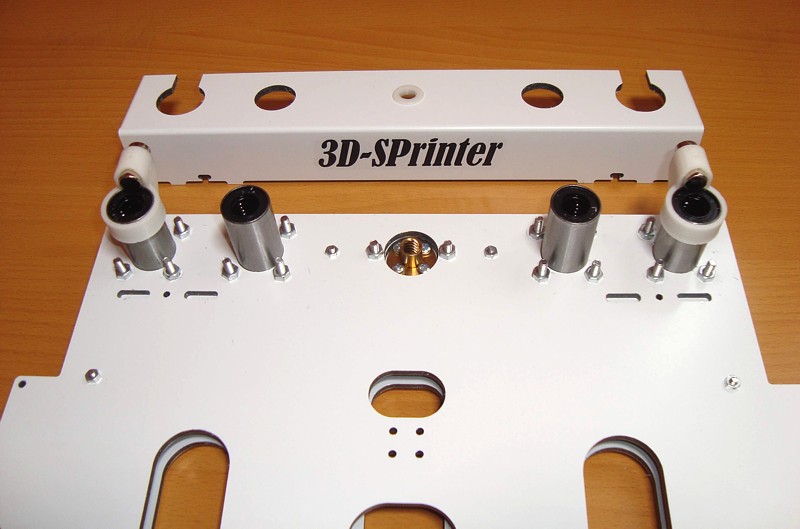
Сначала устанавливаются линейные подшипники (на винты М4х25мм), которые центруют панели стола, затем затягиваются все остальные винты (М3х20мм).
Для модели 332 всё то же самое, только линейных подшипников 4 штуки:
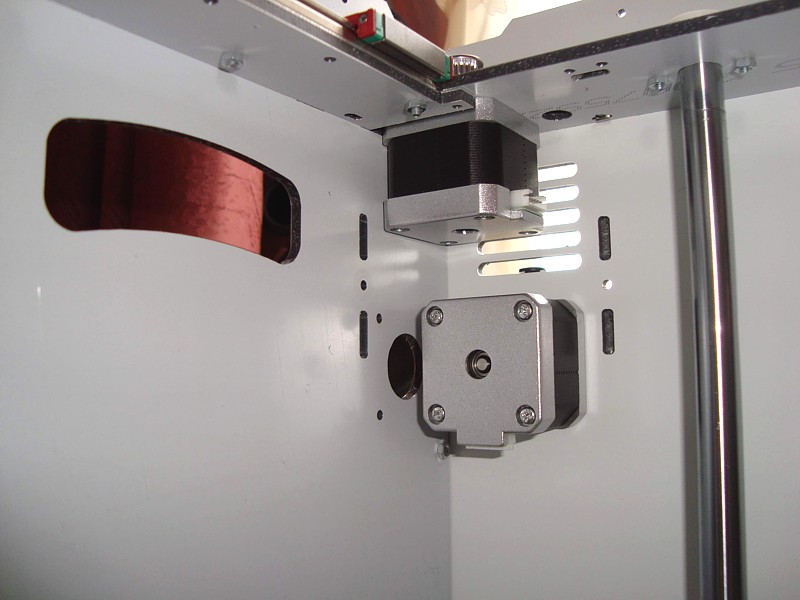
В качестве Z-винта можно уставить ШВП, либо трапецию. ШВП можно установить на нижний и верхний подшипник, либо на пружинную муфту прямо на мотор (в этом случае мотор нужно немного опустить на винтах М3х30 мм). Так же можно применить мотор-ШВП https://ru.aliexpress.com/item/32849865 … 3c00QKV4wF . Однако, напоминаю, что ШВП нужна в основном для красоты для красоты (уже писал в теме о PRO-3 https://3deshnik.ru/forum/viewtopic.php … 995#p34504 ). Но дело хозяйское - если хочется ШВП, можно её поставить. 




Лучшим вариантом является трапеция мотор-винт. Именно его я рекомендую для серии Techno. Мотор-винт длиной 300 мм обойдётся всего на 150-200 руб. дороже комплекта мотор + винт + пружинная муфта. Зато мотор-винт не будет колбасить, и сборка упростится.
https://ru.aliexpress.com/item/Nema17-1 … 3c00AzcsNo


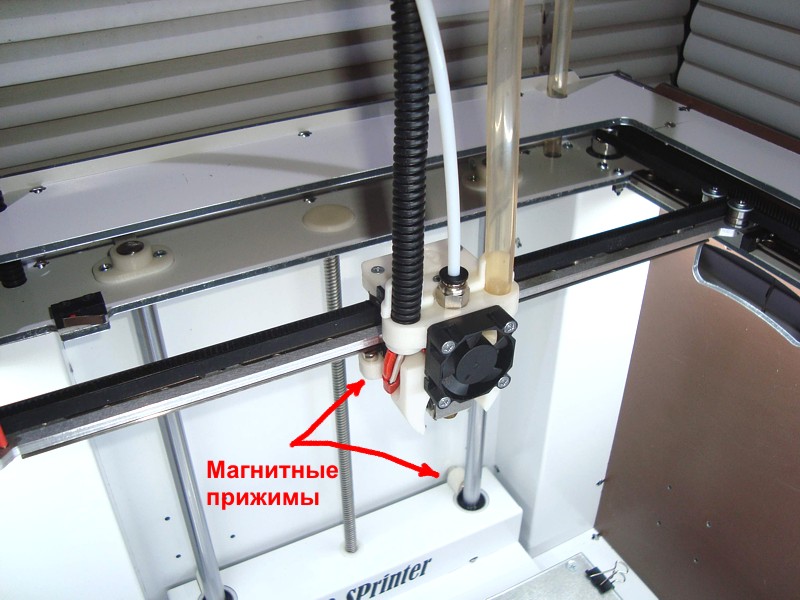
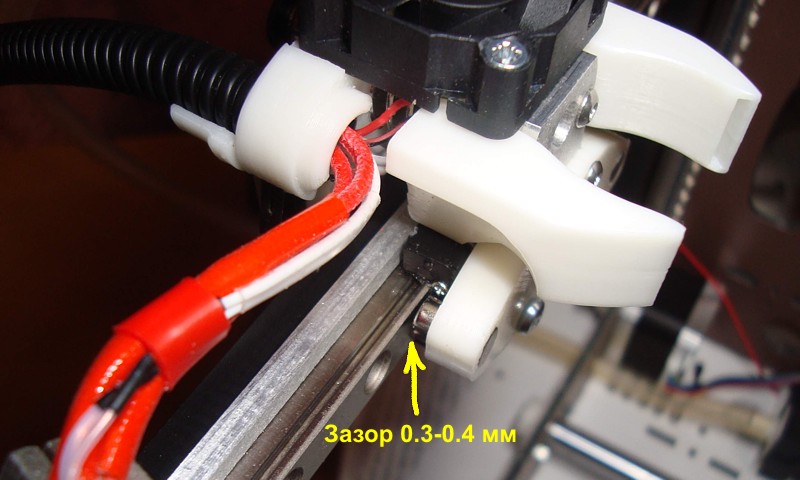
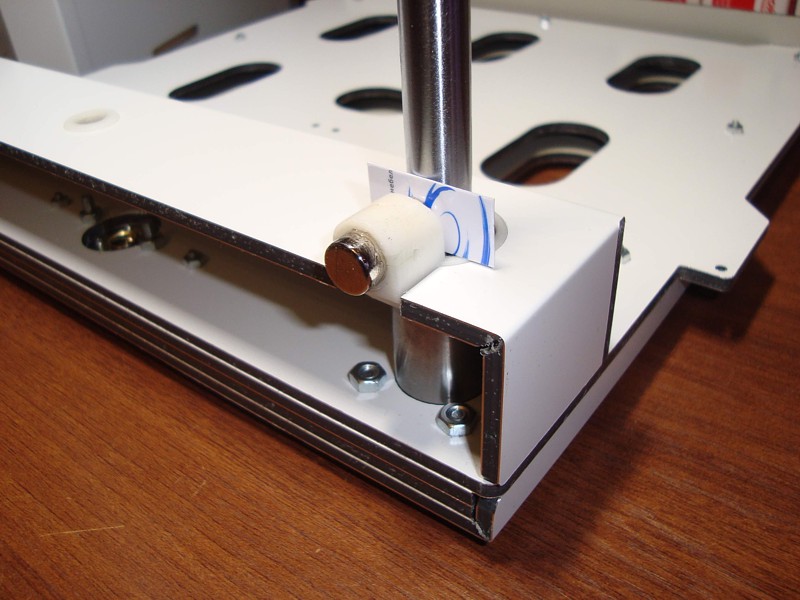
Магнитные прижимы устраняют небольшой люфт, который почти всегда имеется в подшипниках LMK12LUU. Зазор между магнитами и валами устанавливается с помощью прокладок толщиной 0.5-1 мм (например, обрезком пластиковой карты), магниты проклеиваются циакрином. После засыхания клея обрезки карты удаляются.

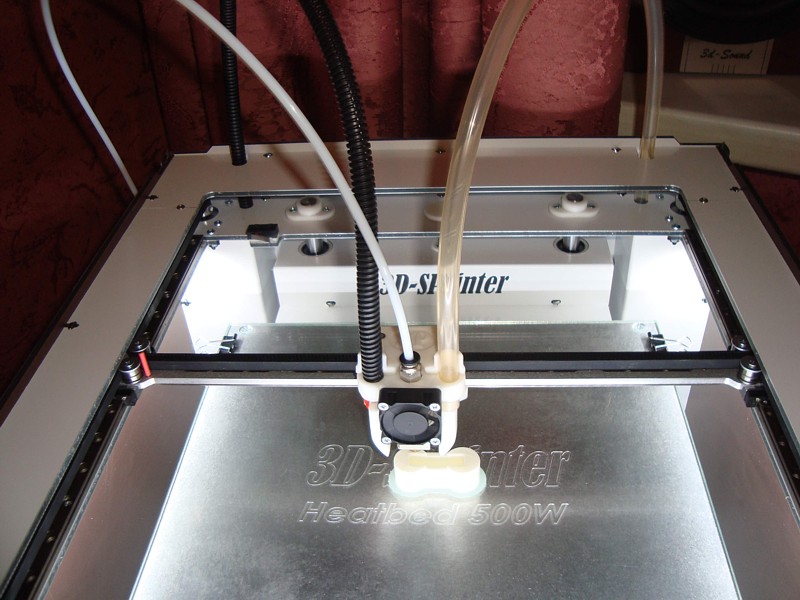
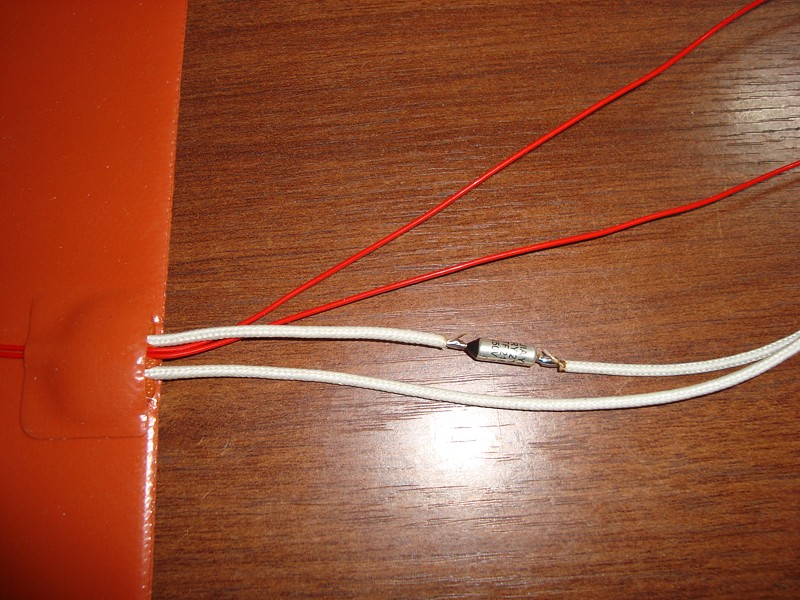
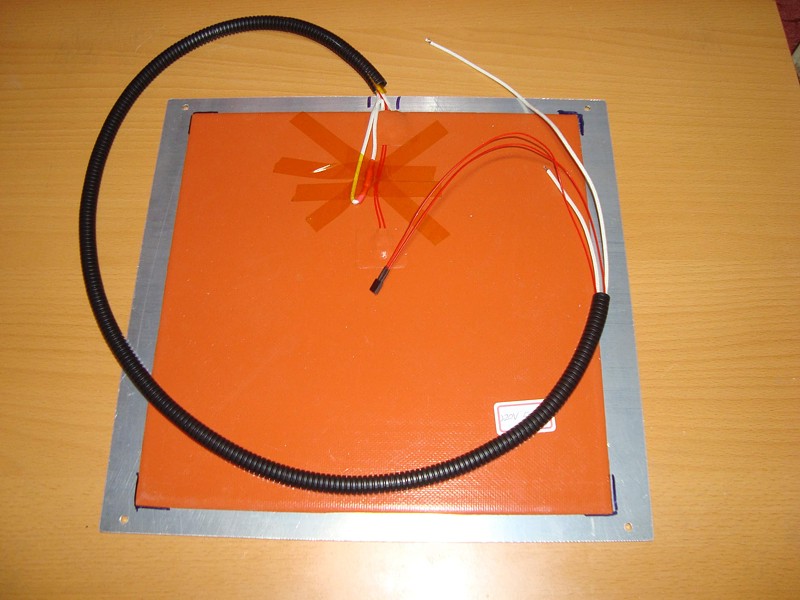
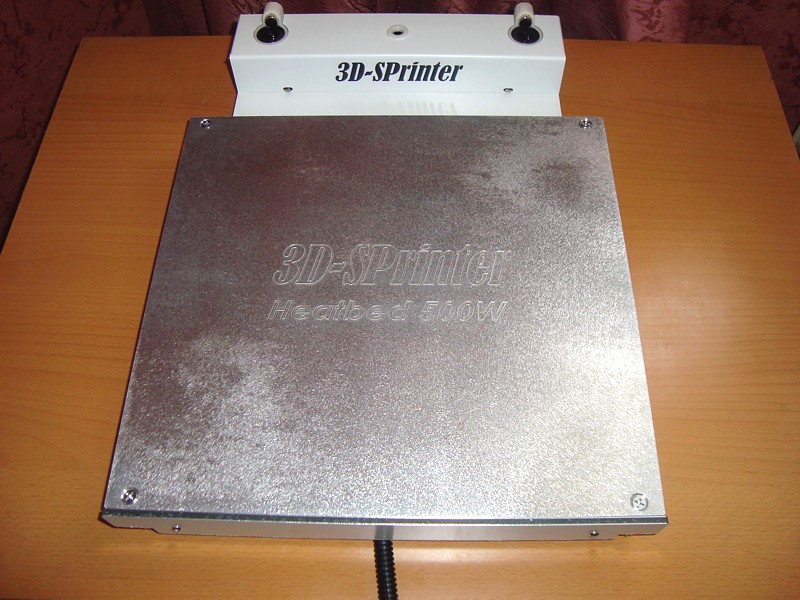
Собранный стол устанавливается в принтер. Дальше всё, как обычно - утеплитель и нагреваемый стол на пружинах.
Чтобы не ездить по магазинам в поисках утеплителя, могу рекомендовать самоклеящийся утеплитель с алишки (можно вместе со столом заказать) https://ru.aliexpress.com/item/3d-300-2 … 3c00Zr2Km1 .
Стекло на стол толщиной 3 мм можно вырезать в ближайшей стеклорезной мастерской, либо купить фоторамку в супермаркете https://3deshnik.ru/forum/viewtopic.php … 536#p46536 .

Оптический Z-концевик привинчивается к дну принтера винтами М3х16мм.

Флажок концевика просто отгибается в рабочее положение после установки стола в принтер.

Кстати, мне показалось, что с Lerdge-X четче отрабатывает оптический концевик, чем на ардуине. Видимо, в Lerdge правильней организован "триггерный" эффект. В результате стол всегда чётко приезжает на нужную высоту, и регулировка толщины первого слоя печати не сбивается. По крайней мере, за месяц испытаний ни разу не пришлось корректировать толщину первого слоя.
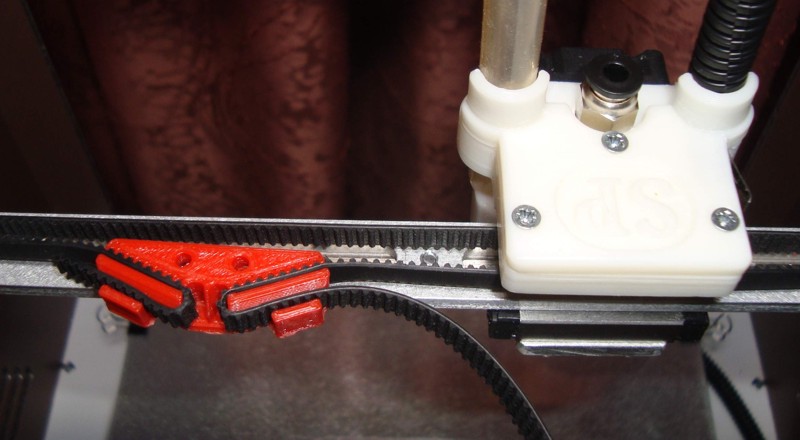
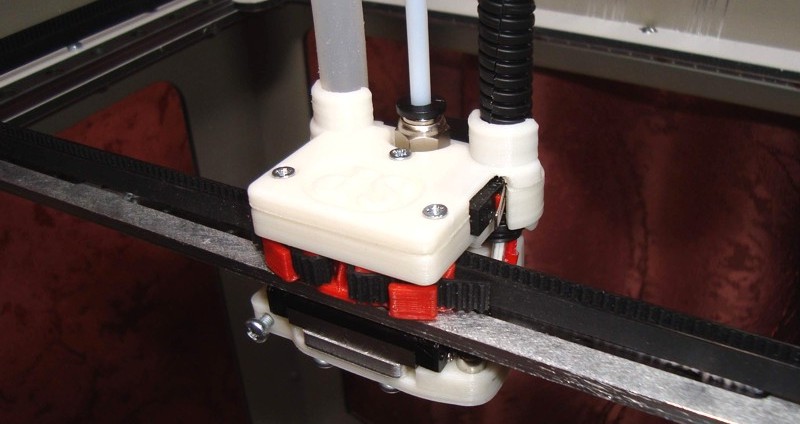
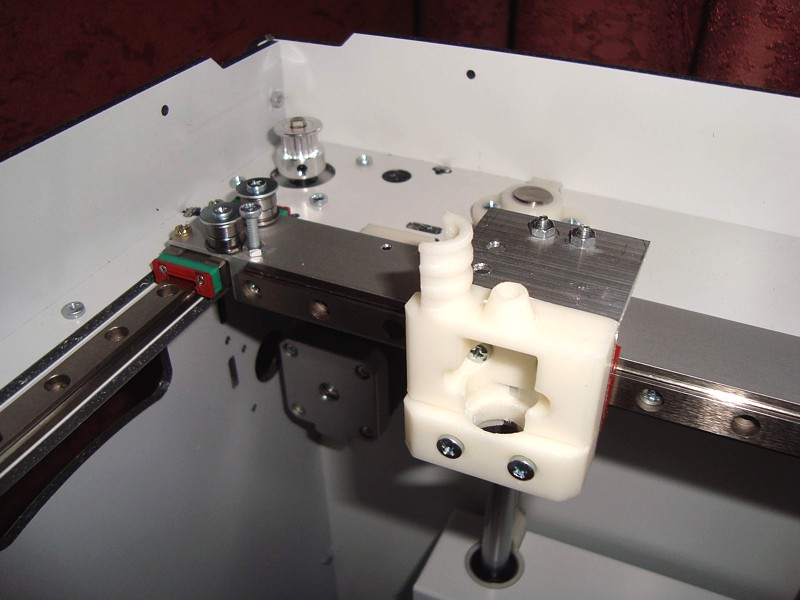
В качестве "штатного тюнинга" могу рекомендовать натяжные ролики ремня на фланцевых подшипниках F624ZZ (потребуется 4 подшипника) https://ru.aliexpress.com/item/20pcs-F6 … f295cc00-4 .

Ссылки для заказа электроники:
1. Lerdge-X https://ru.aliexpress.com/item/LERDGE-3 … 33ed7Y4IOm
2. Ключ стола https://ru.aliexpress.com/item/LERDGE-3 … 33ed7Y4IOm
3. Адаптер ключа стола https://ru.aliexpress.com/item/Lerdge-X … 33ed7Y4IOm
4. Шлейф 50 см https://ru.aliexpress.com/store/product … 656bjydWTT
5. Энкодер https://ru.aliexpress.com/item/5-15-swi … 3c002gPoZ2 (в комплекте есть энкодер, но очень "кривой" и неудобный).
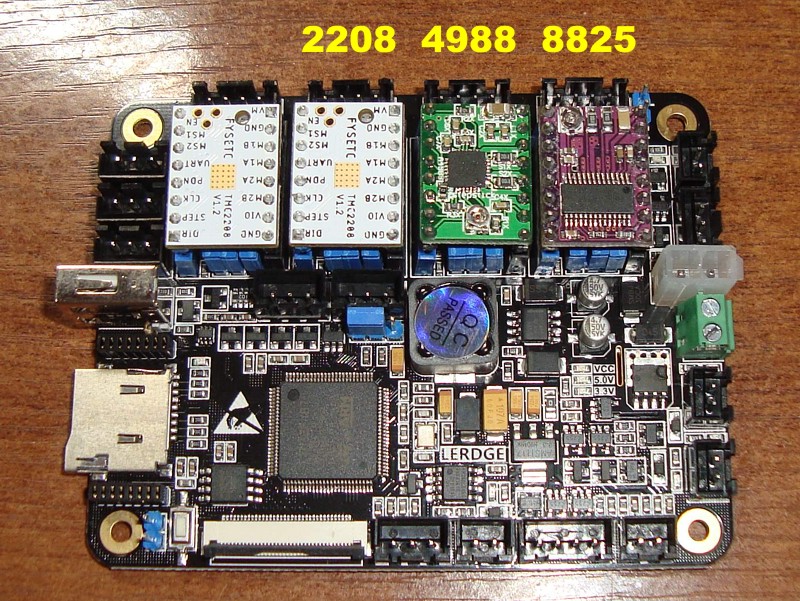
Драйвера моторов на X-Y TMC2208, на Z A4988, на E (экструдер) DRV8825.
Сетевая кнопка с подсветкой на 24В https://ru.aliexpress.com/item/16mm-red … 33ed8TDpEf .
Вентилятор охлаждения электроники для 232 60х60 мм, для 222 50х50 мм. Блок питания 24В 360 Вт.
Опционально можно заказать модуль Wi-Fi https://ru.aliexpress.com/store/product … 656bWgua4s и датчик филамента https://ru.aliexpress.com/store/product … 656bZfJIqX .
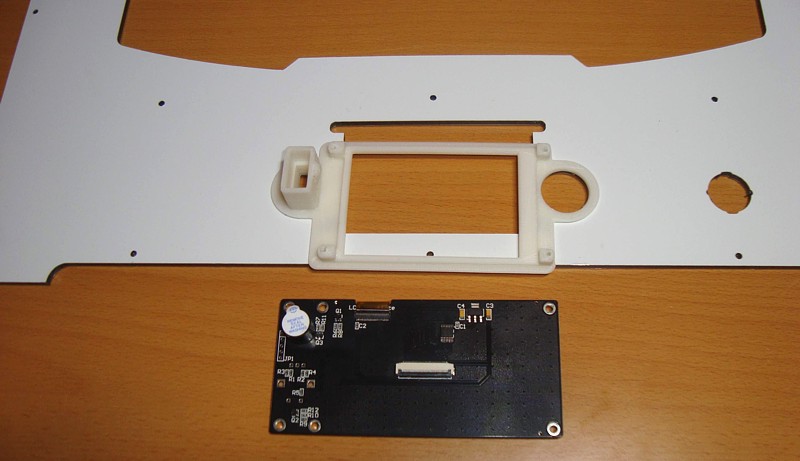
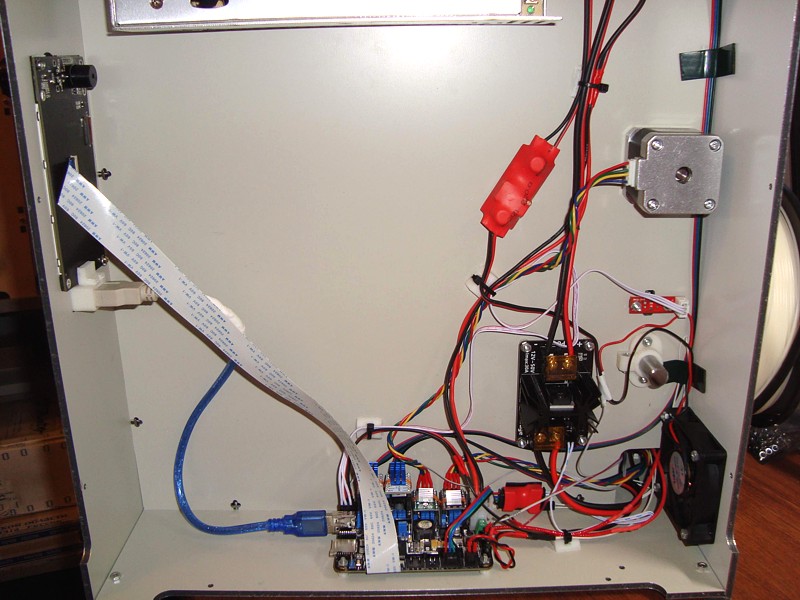
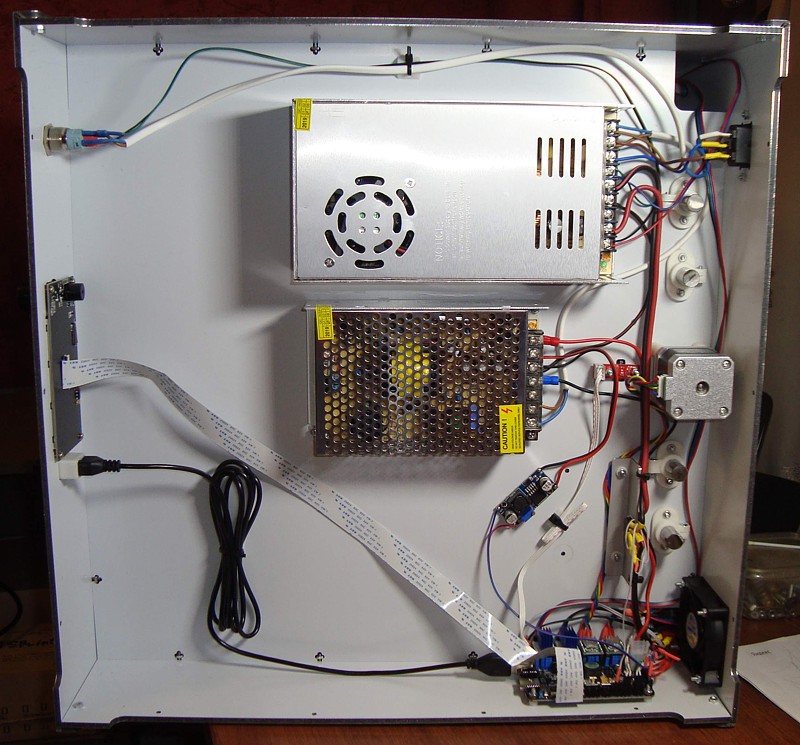
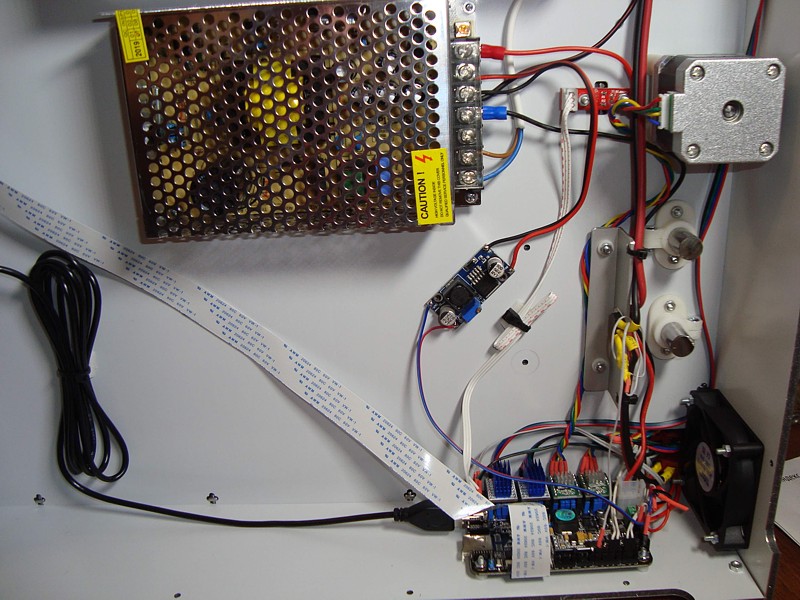
Установка электроники в корпус принтера.
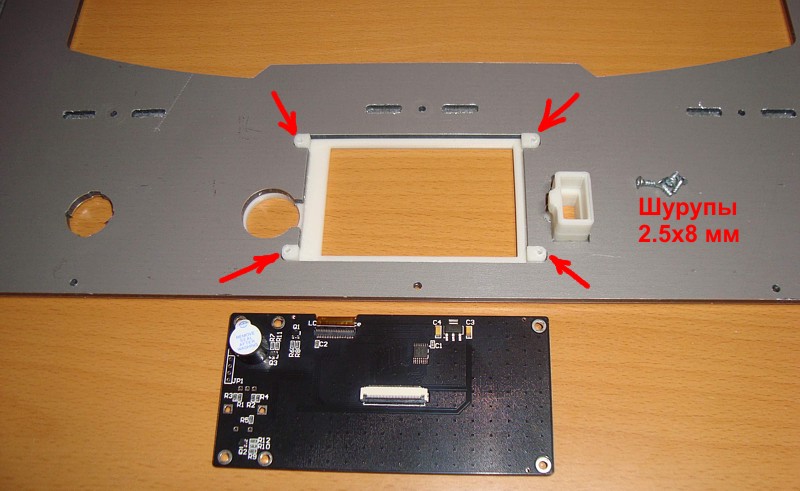
Приклеиваем рамку экрана на клей "Момент" (резиновый), или ему подобный:
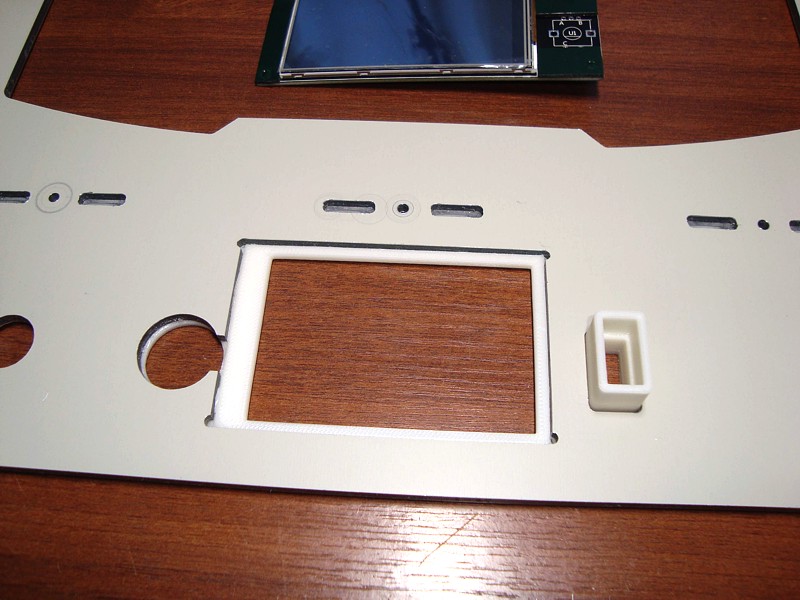
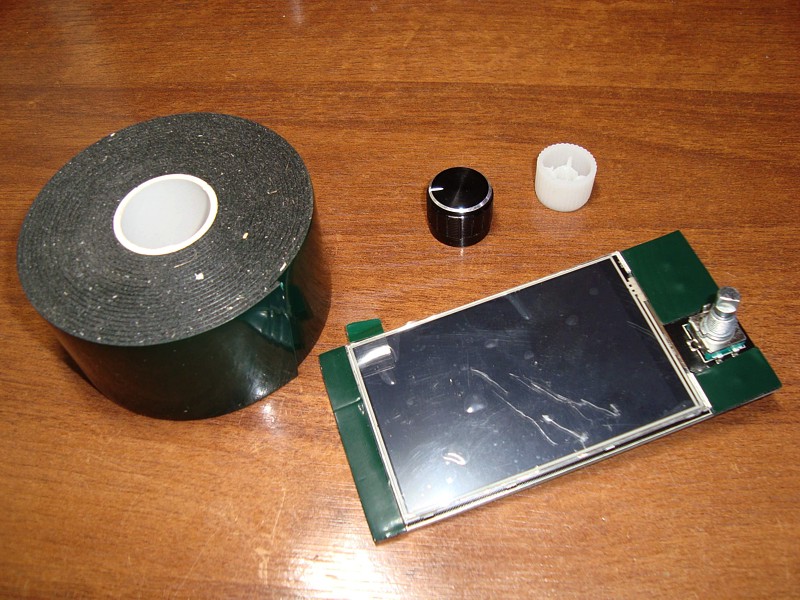
Края экрана заклеиваем толстым (толщиной 1 мм) двухсторонним скотчем:
Подключаем экран, удаляем защитную плёнку с двухстороннего скотча и приклеиваем экран так, чтобы рамка на экране совместилась с декоративной рамкой на корпусе:
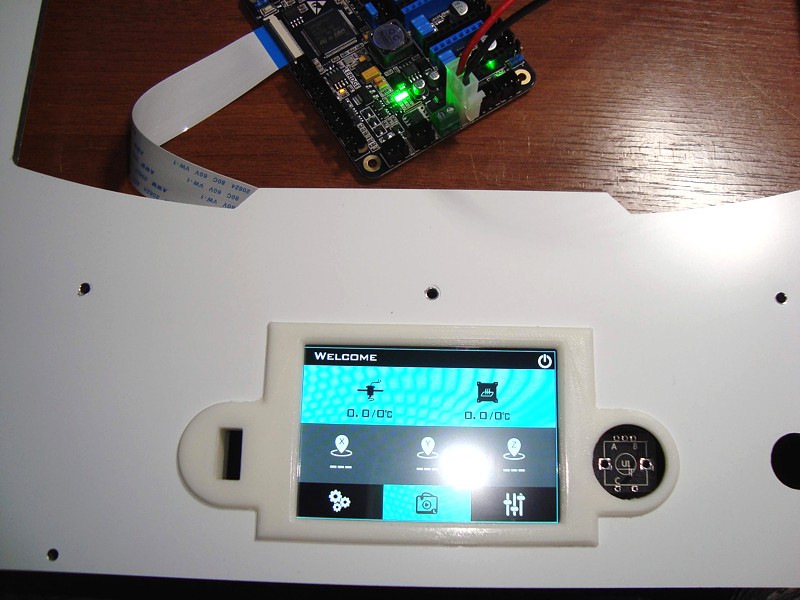
Размечаем и аккуратно сверлим отверстия под саморезы сверлом 2 мм и глубиной 3 мм. Сверлим не насквозь, а только до внешнего слоя алюминия!

Аккуратно привинчиваем экран саморезами, чтобы они не упёрлись и не вспучили внешний слой алюминия на панели. Проверяем работу тачскрина. Если тачскрин прижат к декоративной рамке, то он будет плохо работать. В таком случае немного отпускаем саморезы, чтобы от рамки до тачскрина был зазор около 0.5 мм. Двухсторонний скотч пружинит и позволяет установить экран на нужной глубине. Если саморезы длинноваты, можно подложить под них шайбы.
Обрезаем энкодер и часть пластика внутри ручки-крутилки, чтобы нижний срез ручки опустился до верхней плоскости энкодера. Вставляем энкодер в плату, выравниваем по центру отверстия в панели, припаиваем. Процесс установки экрана довольно-таки сложный, но иначе "фирменный" вид не получится.

Далее под спойлером:
Свернутый текст
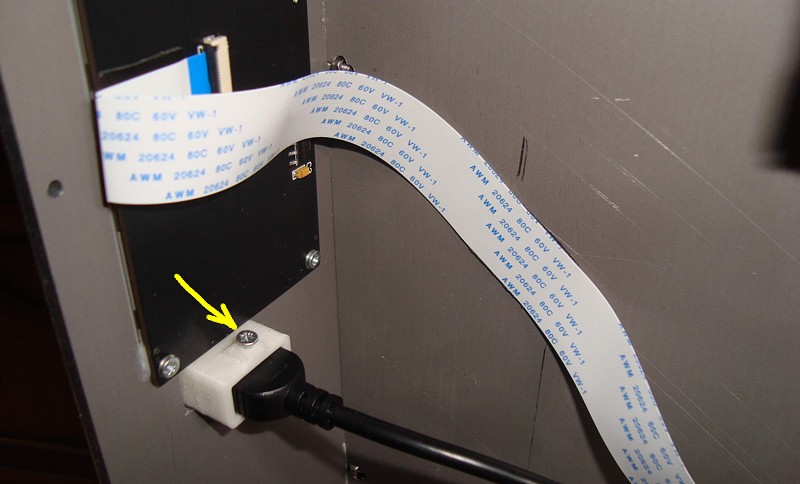
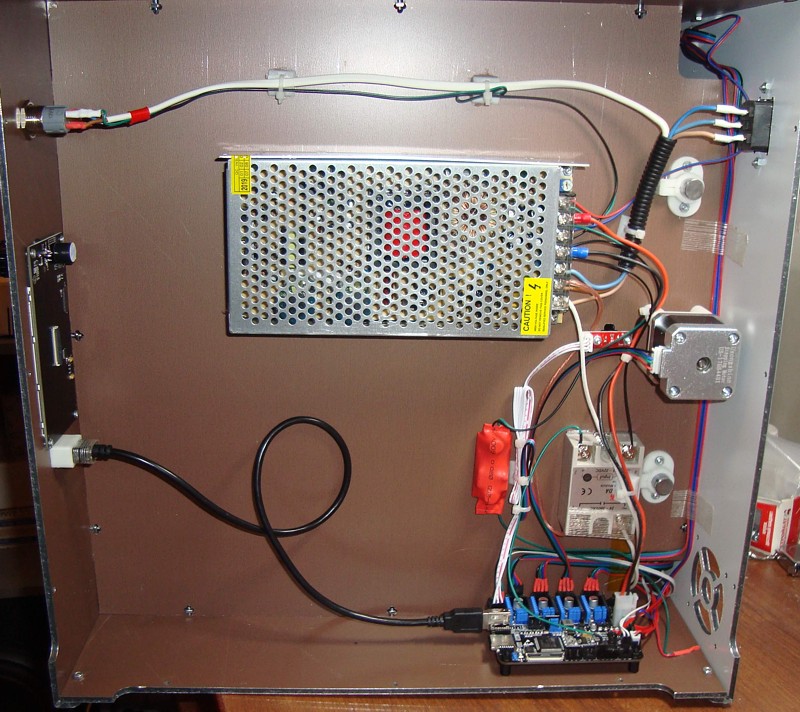
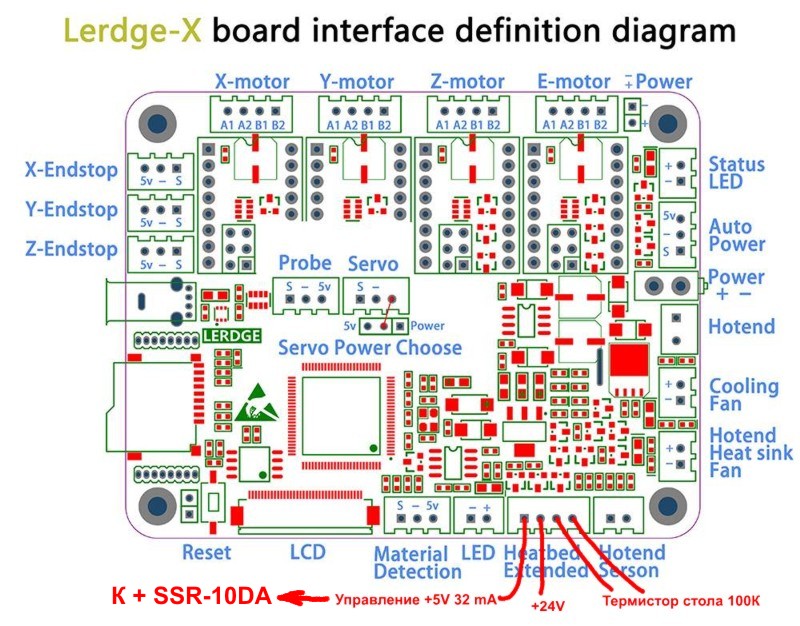
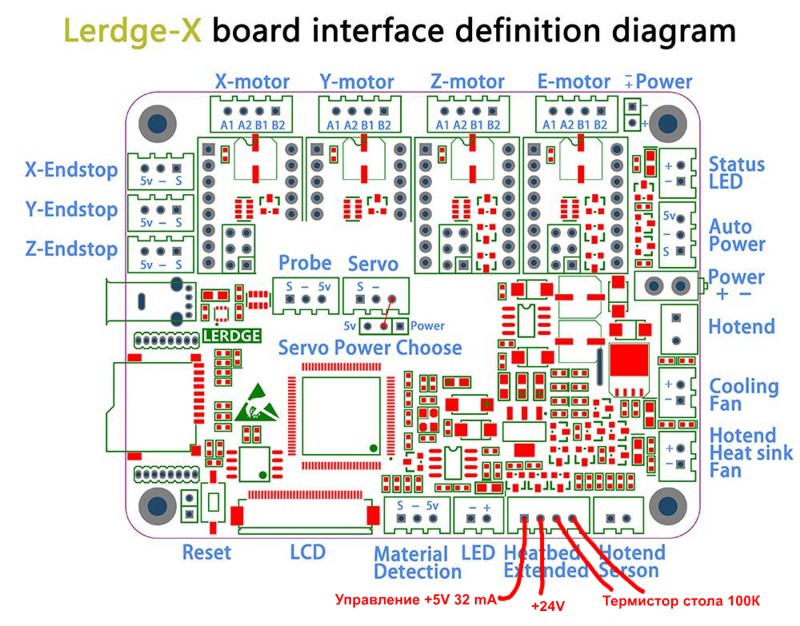
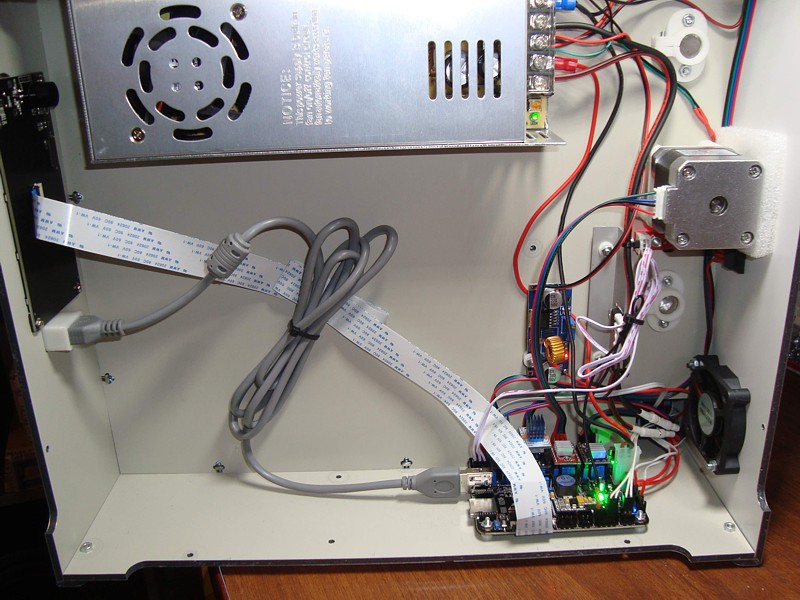
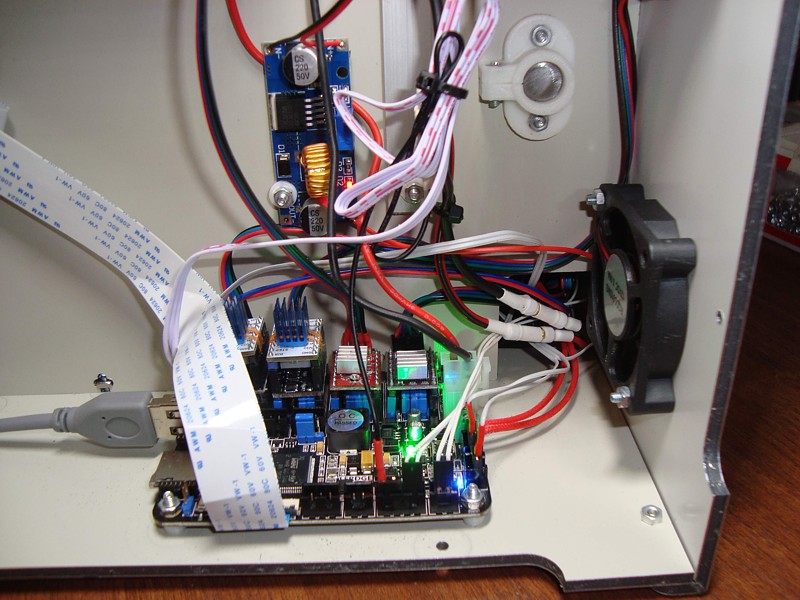
Схема подключений к плате Lerdge-X:
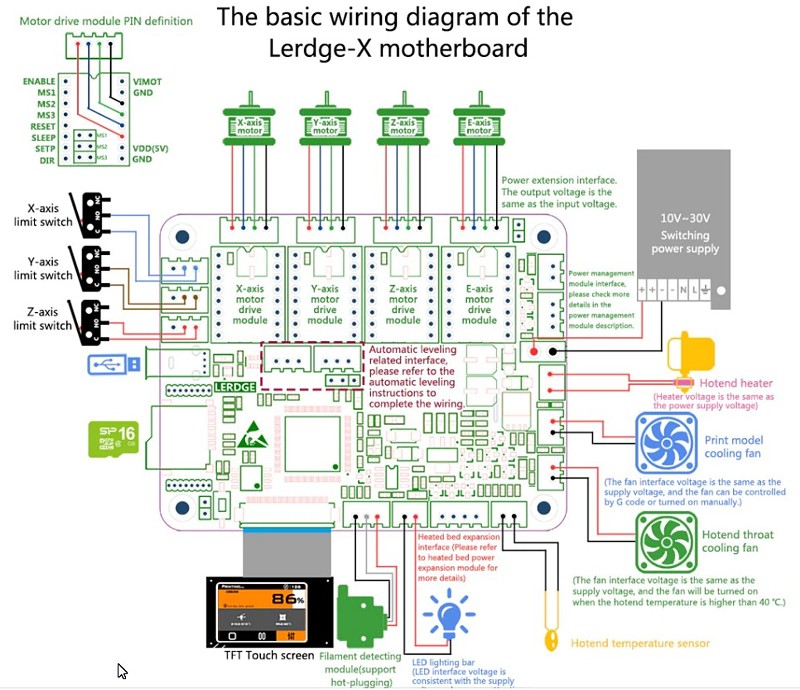
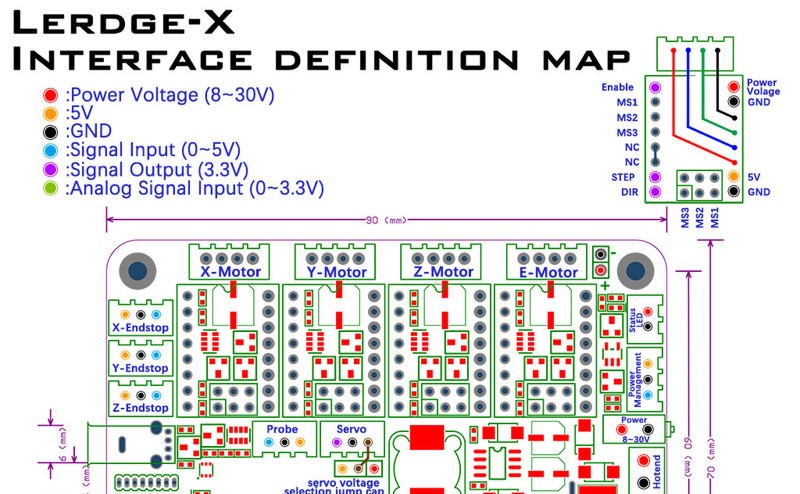
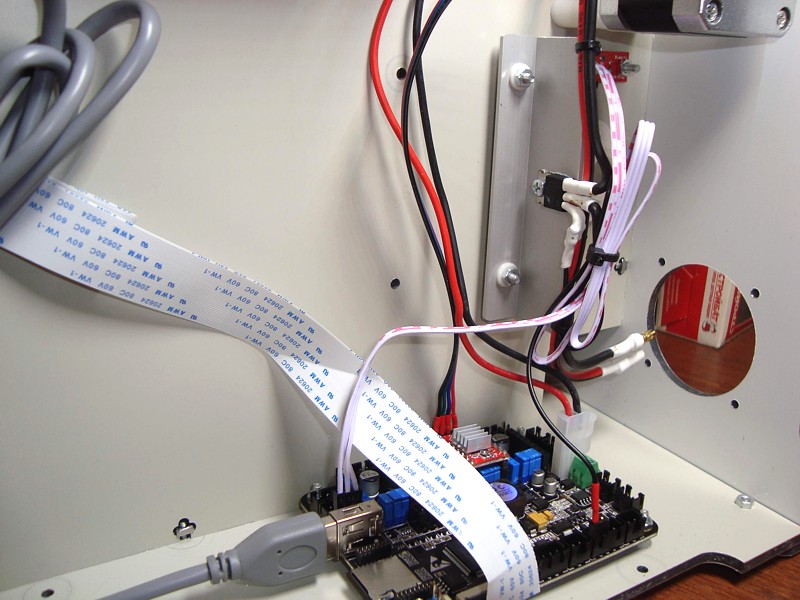
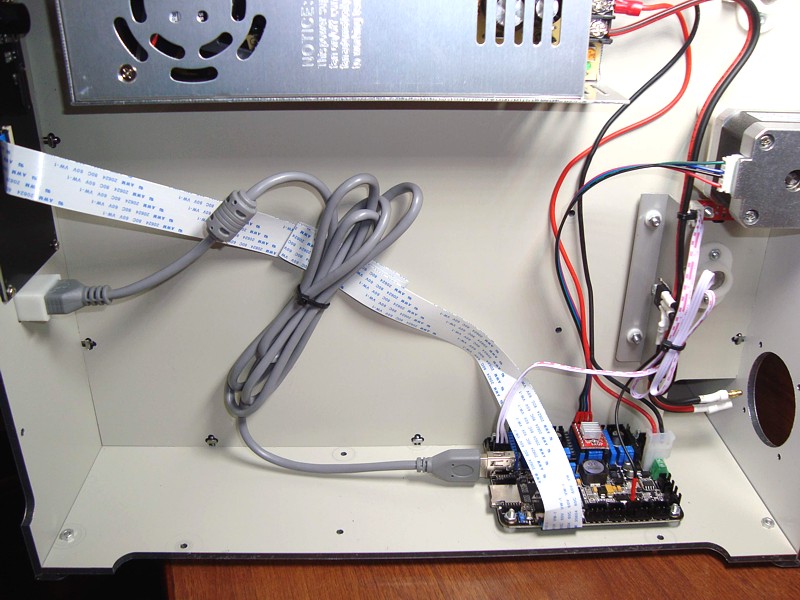
Если закуплен полный комплект Lerdge-X с ключом стола и адаптером, то всё просто устанавливается в корпус принтера и соединяется по схеме. Единственная особенность - левый мотор Н-Бота подключается к драйверу Y, правый мотор к драйверу Х. Если не забыли заказать длинный шлейф экрана 50 см, то плата ставится прямо под вентилятор охлаждения. Если шлейф короткий, придётся сдвинуть плату ближе к экрану, удлинить провода и т.д.
Все вентиляторы крайне желательно запитать через понижающий DC-DC (плюс с DC-DC на вентиляторы, минус от вентиляторов на плату управления). Регулируя напряжение на вентиляторах, можно настроить их шумность и производительность. Для 12-вольтовых вентиляторов достаточно 9В, для 24-вольтовых 18В.

В 332-м СПринтере рекомендую применить два блока питания - один для питания стола и второй для остальной электроники.
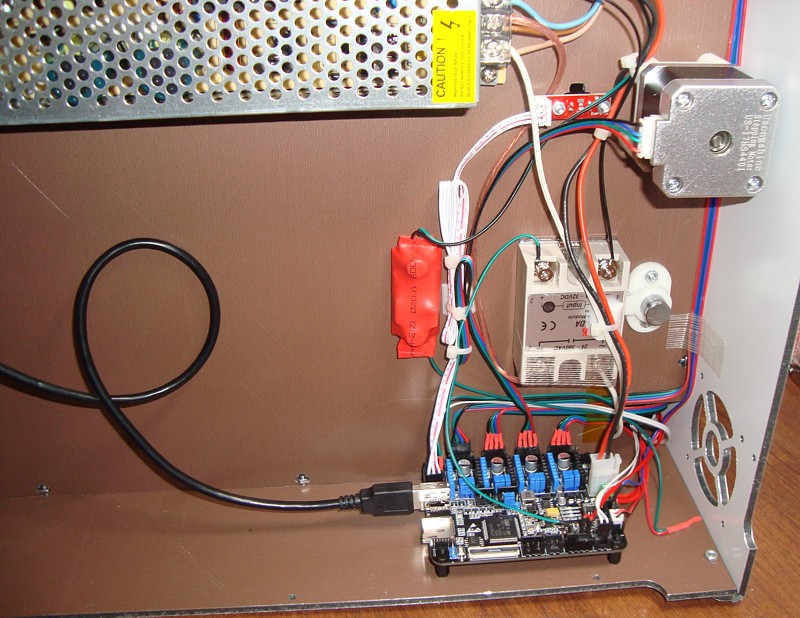
Если по какой-то причине отсутствует фирменный ключ стола с адаптером, можно легко заменить их самодельным ключом (например, на транзисторе IRL1404 https://www.chipdip.ru/product/irl1404 ). Управляющий сигнал с платы через резистор 10-30 Ом подаётся на управляющую ногу G транзистора. +24В с блока питания подаётся на нагреваемый стол. Второй провод стола подключается к ноге D транзистора. Нога S транзистора подключается к минусу блока питания.
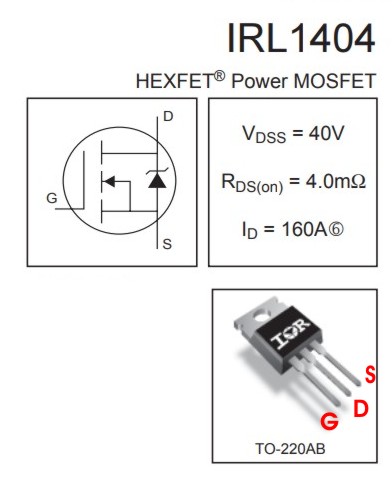
На плате установлен буферный ключ с выходным напряжением 5В и током до 32 mA https://www.chipdip.ru/product/sn74lvc1g125dbvr-2 . Этого вполне достаточно для управления транзистором IRL1404, чтобы он был чуть-тёплым без радиатора и холодным на радиаторе. Время нагрева стола до 110 градусов 4-5 минут.
Драйверы TMC2208 желательно (но не обязательно!) установить на проставки, приклеить к ним нижние радиаторы и примотать нитками с клеем.
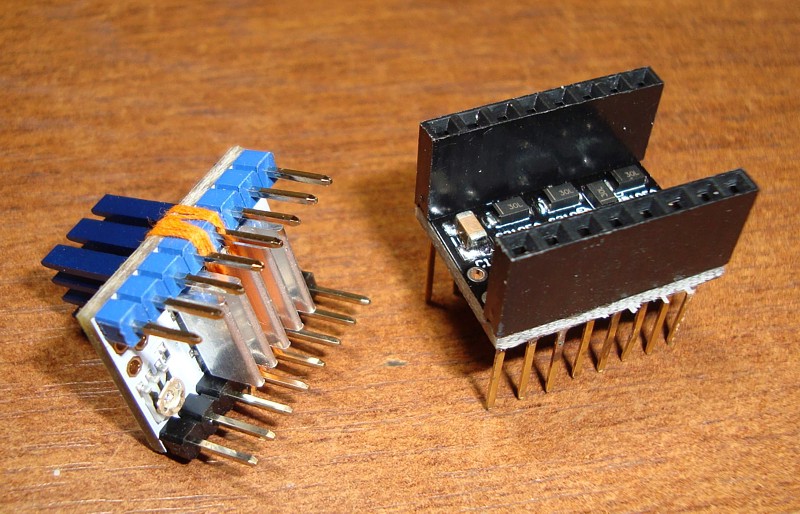
Так же можно установить TMC2208 без проставок и нижних радиаторов, или приклеить сверху по 2 радиатора. Заводские настройки тока 2208 нужно проверить - напряжение на отвёртке (центральном контакте подстроечного резистора) должно быть 1.1В. Токи драйверов 4988 и 8825 нужно настроить. Напряжение на подстроечнике для 4988 = 0.7-0.8В, для 8825 = 0.6-0.7В.
Установка драйверов на плату:
Прошивка и настройка принтера с электроникой Lerdge-X упрощены до предела. Нужно скачать готовый конфиг-файл для модели 232 lerdge(232).config https://cloud.mail.ru/public/5rUn/zLKZCftv6 , скопировать его на USB-флешку, вставить флешку в принтер. И прямо из менюшки экрана прошить принтер. Для модели 222 все то же самое, только в настройках нужно будет изменить габарит по Х = 200 мм, а для модели 332 Х=300 Y=300 Z=250. Если на экструдере (ось Е) установлен драйвер А4988 / ТМС2208 с делителем 1/16, то цифру подачи экструдера в настройках нужно исправить с 284 на 142 (конфигуратор сделан под драйвер 8825 с делителем 1/32).
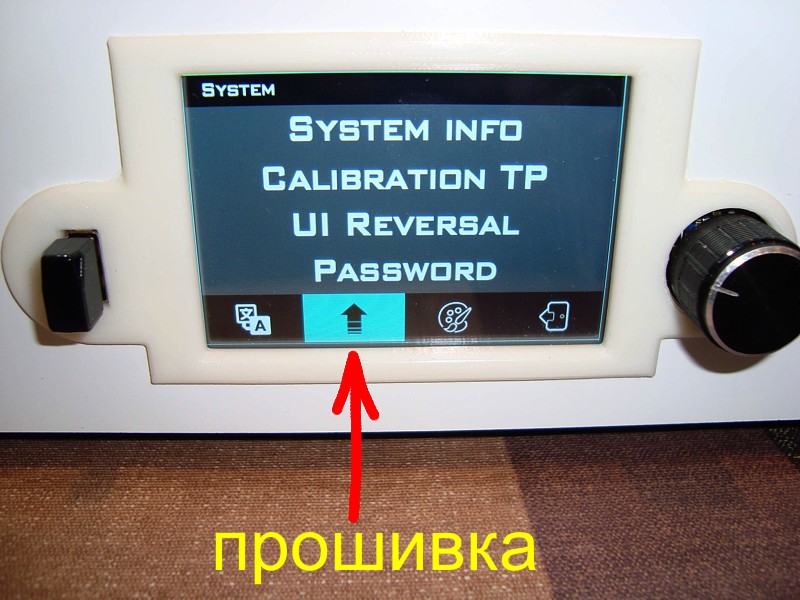
Просто выбираем вращением энкодера нужный файл и жмём ОК.
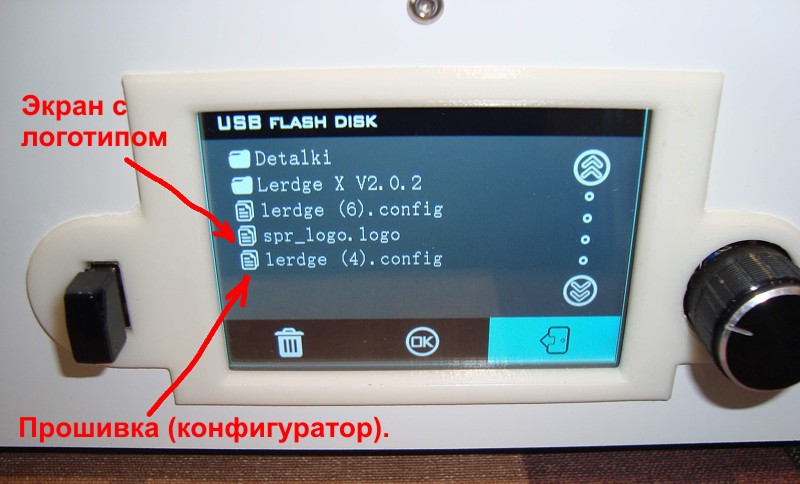
Там же в папке есть экранчик с логотипом 3D-SPrinter, который выскакивает в самом начале при включении питания принтера. Он загружается точно так же с USB-флешки.

Дальше нужно настроить направление вращения моторов. Для этого тыкаем на основном экране менюшки значок оси Z. Если стол едет вниз и паркуется, то направление вращения мотора правильное. Если едет вверх, выключаем питание принтера, включаем, заходим в настройки - моторы - направление вращения и тыкаем на мотор Z. Направление вращения меняется.
Точно так же проверяем направление вращения моторов X-Y. Для этого жмём парковку по оси Y. При этом левый мотор должен вращаться против часовой стрелки, правый - по часовой стрелке. Если это не так, исправляем в настройках.
Точно так же проверяем экструдер. Структуру менюшки можно посмотреть здесь http://www.lerdge.com/case_view.aspx?Ty … id=t4:30:4 .
Дальше настраиваем высоту по Z. Выводим хотенд на середину печатного поля, поднимаем стол вверх до упора, регулируем зазор бумажкой. При необходимости добавляем / убавляем 1-2 мм по Z через меню настроек.
И наконец, запускаем прямо из менюшки автокалибровку PID-ов для хотенда и стола, сохраняем полученные значения. Принтер готов к работе.
Процедуру настройки через менюшку экрана можно посмотреть на ю-тубе по запросу "настройка lerdge-x". https://www.youtube.com/results?search_query=настройка lerdge-x
_______________________________________________
Так же можно обновить всю прошивку целиком https://www.lerdge.com/download/list/lerdge-x .
НО, я бы не рекомендовал версию 3.0.0. Я её попробовал, словил кучу багов и откатился обратно на 2.0.2. На 2.0.2 мой 222-й принтер без проблем печатал почти круглосуточно детальки для КИТов. Так что версию 2.0.2 можно считать вполне проверенной и надёжной. Сейчас у меня версия 3.0.5 работает нормально. Могу рекомендовать её для апгрейда.